Levedura: Wyeast 1028 London Ale (Worthington White Shield) ou White Labs WLP013 London Ale (Worthington White Shield)
Outras Especificações
Cor (SRM): 4
Temperatura de Mostura: 65.6 °C
Temperatura de Sparge: 71.1 °C (13.2 L)
Tempo de Fervura: 90 minutos
Temperatura de Inoculação: 15.6 °C
Comentário: Esta é uma pale ale secundária da Truman, desenvolvida após a P1. Em 1943, o uso de aveia em flocos foi incentivado pelo governo após uma colheita abundante em 1942. A densidade original de 1.042 era relativamente alta para a época. A cerveja utiliza um esquema de mostura com infusão única, seguido por uma lavagem de sparge.
Não imaginava eu, em 2017, um recém promovido cervejeiro caseiro a cervejeiro cigano que ao viajar para a Europa em busca de conhecimentos cervejeiros iria passar por uma revolução interna quanto a processos, técnicas, receitas, estilos clássicos. O que me deu um rumo de como conduzir minha carreira dali em diante.
Optei em visitar 4 países com foco total em cervejarias, turistando o mínimo e mantendo o foco em aprender. Fui sozinho e foram 21 dias de viagem. Voltei bem mais magro pois praticamente só bebi e comi muito mal, mas valeu a pena. Comecei pela Bélgica, de Lambics, Fruit beers e cervejas trapistas. Foi uma experiência muito interessante, mas a coisa começou a fazer mais sentido para mim quando desembarquei em Munique e provei as incríveis lagers clássicas. Mesmo não tendo a disponibilidade dos alemães em me mostrar as suas produções e fábricas, pois foram mais resistentes que os tchecos e belgas.
Depois da Alemanha segui para Pilsen, na República Tcheca, aí a coisa aconteceu de verdade. Visitar a Urquell, beber nas caves onde em 1.842 os caras já faziam a melhor lager do mundo e continuam fazendo da mesma forma foi incrível. Era aquilo o que eu queria para mim, era aquilo o que eu queria entregar para os meus clientes. De Pilsen segui para Praga, onde aprendi muito mais sobre lagers clássicas e depois de uma passada rápida por Salzburgo onde também bebi incríveis cervejas, meu destino estava selado.
Voltei para o Brasil decidido a realmente produzir cervejas clássicas com qualidade. Eu queria ir na contramão daquilo que as grandes indústrias cervejeiras do Brasil estavam oferencendo ao mercado.
Arregacei as mangas e comecei a trabalhar. Refiz todas as receitas que até então eu já tinha produzido e criei outras novas com maior foco em lagers. Fui passo a passo progredindo, melhorando, aprimorando até que resolvi me arriscar em concursos profissionais pela primeira vez, isso em 2019. Enviei minhas cervejas para Blumenau e adivinhem, não ganhei nada, só experiência. Mas esse festival teve um peso importantíssimo para mim. Havia um estande do Ministério da Agricultura da República Tcheca com pessoas do governo tcheco, empresários do ramo de equipamentos cervejeiro, maltes, lúpulos, um ex-mestre cervejeiro da Urquell, e claro, lá estava eu tentando uma aproximação, e também, bebendo umas Urquell on tap matando a saudade daquele país incrível.
Fui muito bem recebido, assim como já tinha sido minha experiência na Europa. Conversas animadas regadas a Urquell, e claro, eu ali como sempre tentando extrair mais e mais informações sobre processos produtivos de lager tcheca. Foi incrível.
Passado o festival eu em casa recebo uma ligação de um número desconhecido, atendo, e do outro lado um português carregado de sotaque tcheco me faz um convite de integrar uma Missão de cervejeiros brasileiros na República Tcheca, isso mesmo, acreditem! Essa Missão visa integrar empresários tchecos com brasileiros no ramo da cerveja. Era uma semana visitando cervejarias pelo país, indústrias de equipamentos, produtores de lúpulos, maltes, entre outros. Sem pestanejar, aceitei o convite. Em maio de 2019 lá estava eu de volta ao país que revolucionou minha filosofia cervejeira.
Aproveitei muito a viagem, com forte interação com os fornecedores e cervejeiros tchecos, criando boas amizades. Acabei ficando muito próximo a todos eles, empresários, consulesa, funcionários federais, cervejeiros, e até hoje é assim, mantemos contato frequente e já até recebi alguns na minha casa. Me animei tanto que estudei tcheco por 2 anos, e posso afirmar que pouco progredi, não é nada fácil.
Durante a Missão tomei conhecimento do maior concurso cervejeiro Tcheco, o World Beer Seal, muito tradicional na Europa que iria para sua 30° Edição em 2020, e resolvi enviar algumas cervejas mesmo achando que ainda poderiam evoluir, mas porque não? Aproveitei e enviei também amostras para Blumenau novamente. E agora sim para nossa surpresa conquistamos um bronze, mas não com uma lager e sim uma American IPA que ainda é hoje é uma cerveja importante para o nosso negócio, e na semana seguinte nossa Vienna Lager se classificou como a melhor do estilo no CBC Blumenau 2020. As coisas começaram a acontecer de verdade, e comecei a ver que tudo que estávamos desenvolvendo renderiam frutos.
A repercussão com os tchecos que eu já conhecia e para organização do concurso foram incríveis, pois até então nenhuma outra cervejaria brasileira havia concorrido lá, muito menos ganhado uma medalha. Foram 3 cervejarias nacionais no concurso em 2020, e somos a primeira e única cervejaria brasileira até então a ser premiada nesse concurso.
Em 2021 resolvemos tentar novamente. Eu havia produzido uma Munich Dunkel e apostamos nela. Conquistamos outro bronze, agora sim com uma lager, e o mais incrível disso tudo foi receber um prêmio na República Tcheca com uma cerveja lager, carro chefe do país. Com tudo isso ficamos mais em evidência quanto a produção de lagers e surgiram algumas oportunidades de produções colaborativas com cervejarias de expressão no Brasil, e muitos outros projetos em andamento.
Agora vamos ao que realmente interessa, falar de lager tcheca, e o que torna essa cerveja tão especial.
O que faz uma Lager Tcheca uma cerveja especial?
Quando escuto essa pergunta, a primeira resposta que me vêm à cabeça é apenas uma, a união entre o altíssimo drinkability e o sabor intenso da cerveja em si. Chega a ser difícil pensar em outros estilos, Ale ou Lager, que consigam aliar tanto sabor com uma habilidade gigantesca de fazer o consumidor querer beber cada vez mais e mais.
Na República Tcheca, beber cerveja é algo quase obrigatório. Raramente encontramos alguém que não consome álcool, mais raro ainda é uma pessoa que consome álcool porém não gosta de cerveja. A bebida faz parte do dia a dia do povo, é produto de exportação e um dos elementos principais da cultura do país.
Os tchecos são os maiores consumidores de cerveja per-capita no mundo, (em torno de 140L por ano) e esse dado é o demonstrativo que precisamos para entender o perfil dessa cerveja. A lager tcheca é quase viciante, como dito anteriormente, ela une sabor com a facilidade em beber. Se você produziu uma e ela ficou pesada, com final adocicado e não te faz querer servir mais uma ou duas canecas, você errou o alvo e o princípio da coisa.
Quando perguntamos a um tcheco sobre a cerveja deles, dificilmente irão falar sobre estilos ou rótulos. O povo tcheco bebe cerveja, ou como eles chamam, Pivo. O nome Pilsner é basicamente exclusivo à Urquell. Todas as outras cervejarias se referem aos seus produtos como “cerveja”, no máximo “cerveja clara”, (světlé pivo) e as identificam pela densidade do mosto pré fermentação em graus Plato. 10°, 11°, 12°, assim, sabem qual a graduação alcoólica aquela cerveja deve ter.
Como todos sabemos, no século 19, Josef Groll criou a Pilsner Urquell. Cerveja que influenciou consumidores e cervejarias em todo o mundo sobre como beber cerveja. Em uma época onde a maioria das cervejas europeias, em especial as Lagers, eram escuras e com traços de sabor e aroma defumados devido à malteação em fogo direto, a cervejaria de Plzen uniu a secagem dos grãos utilizando vapor, decocção, e o lúpulo tcheco Saaz, para criar uma bebida única naqueles tempos. Algo que é extremamente presente na cultura da República Tcheca até hoje.
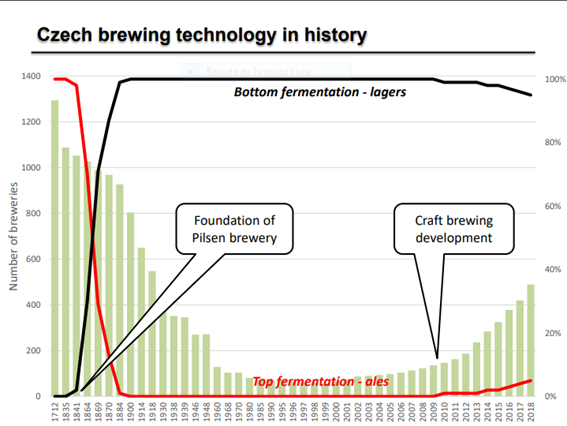
Vale ressaltar que até a criação da Pilsen Urquell em 1.842 no então Reino da Bohêmia. O mercado era quase em sua totalidade de cervejas Ales, com um padrão um tanto sofrível, em sua maioria cervejas de trigo e a partir desse acontecimento as lagers tornaram-se quase que 100% do mercado total em pouco mais de 40 anos.
O gráfico abaixo mostra nitidamente a virada do mercado em relação a produção de cervejas lagers. Outro dado que podemos visualizar nesse gráfico é como o Regime Comunista que centralizou a produção cervejeira reduziu drasticamente o número de cervejarias após 1.948. E pensar que em 1.712 existiam no país quase 1.300 cervejarias.
Slide de Tomáš Kincl*
Compreendendo isso, vamos aos detalhes que fazem a cerveja Tcheca ser tão especial para quem conhece essa cultura.
Malte
Na República Tcheca, o fato do malte tradicional tcheco ser pouquíssimo modificado o torna perfeito para a decocção empregada pelas cervejarias no processo de brassagem. A fervura dos grãos acelera a conversão do amido em açúcar e o acesso às propriedades dos grãos, o que não seria possível sem essa etapa.
De maneira geral, as receitas são muito simples, com a maioria consistindo em apenas no uso do malte pilsen e mostura por decocção. Algumas poucas cervejarias experimentam com o uso de 2% a 3% de maltes caramelo ou um percentual um pouco maior de Munich l, mas algo é garantido, para eles a decocção é item obrigatório no processo da cerveja tcheca.
Outros maltes também foram e são utilizados ao longo do tempo na produção de lagers tchecas mas em pouquíssimas quantidades e em poucas cervejarias como maltes de aroma em algumas amber lagers e dark lagers.
Lúpulo
BJCP à parte, para fazer uma Lager Tcheca típica só existe um lúpulo, Saaz. Outros podem trazer o perfil parecido, mas por que utilizar um substituto se o principal é encontrado facilmente? Normalmente as cervejas no país são single hop de Saaz, com algumas cervejarias utilizando variedades próximas como Sládek e Premiant, também tchecas. Porém é inaceitável para eles o uso de lúpulos de outra origem.
O Saaz, conhecido lá pelos cervejeiros como ŽPČ que significa Žatecký Poloraný Červeňák , a marca oficial tcheca da variedade Saaz, tem caráter floral e picante, com aroma intenso para um lúpulo nobre continental de baixo alfa-ácido. E sim, mesmo com o baixo alfa-ácido muitas cervejarias continuam brassando lagers tchecas single hop de Saaz.
Em relação à quantidade, vamos falar de adições e uso nas receitas mais abaixo, mas não seja tímido na lupulagem. Essas são lagers que embora com alto drinkability possuem amargor bem perceptível e sabor e aroma de lúpulo no produto final. A maioria dos exemplares não possui menos de 35 IBU, com a Urquell e muitas outras chegando a 40.
Levedura
A lager Tcheca mais famosa do mundo, Pilsner Urquell, usa a sua própria levedura chamada por eles de “Levedura-H”, utilizada desde o início da produção em 1.842. A cervejaria vende o excedente de fermento propagado para outras cervejarias menores do país, ato também praticado por outras cervejarias maiores como a Budvar. Isso torna esse fermento o mais óbvio e ideal para a produção de cervejas nesse estilo. Alguns laboratórios americanos vendem a linhagem para homebrewers e micro cervejarias. Não tendo acesso à essa levedura, a W34-70 irá te atender bem, uma vez que também é utilizada por muitos cervejeiros.
Um fato curioso é que apesar de off flavors serem temidos nesse estilo, os cervejeiros tchecos aceitam a baixa presença de Diacetil nas cervejas. Segundo eles, esse composto complementa o perfil da cerveja e auxilia inclusive no aumento do drinkability. Outros offs como enxofre ou DMS são inaceitáveis.
Água
O dito popular entre os cervejeiros da água mole da cidade de Pilsen é real, o perfil é de pouquíssimos sais. Com pouco cálcio, sulfato e cloreto. Tradicionalmente a água de Pilsen tem as seguintes concentrações de sais: Ca+2 7 ppm, Mg+ 2 ppm, SO4 5 ppm e Cl– 5 ppm, ou seja, uma água extremamente mole com pouquíssimas concentrações de Cálcio e Magnésio.
Para a reprodução de uma cerveja tcheca, recomendo utilizar uma água mineral com poucos sais ou a água da sua cidade caso ela também seja mole.
Decocção
Vamos agora à fase que na nossa opinião e experiência é extremamente influente e importante no resultado de uma Czech Lager. É possível produzir uma boa Czech Lager sem decocção? Sim. Só será uma cerveja diferente e com perfil maltado menos aparente e com menor autenticidade em relação ao estilo em si.
Se os tchecos continuam produzindo lager por decocção? Bom, é basicamente o que fazem, provavelmente você só encontrará brassagens por infusão em cervejarias que também produzem American IPAs e Stouts. Tome como regra a resposta de um dos diretores do mosteiro de Strahov em Praga quando o perguntamos sobre decocção: “Mas esse é o jeito normal de se fazer cerveja.”
Se você já participou de alguma brassagem por decocção, não terá muitos problemas em fazer uma Czech Lager. Caso contrário, recomendo no mínimo tentar, e se não se sentir confortável, tente uma decocção simples para ir se acostumando ao processo.
Em sua maioria, os tchecos utilizam decocção dupla e em casos mais especiais ou cervejas comemorativas utilizam a tripla, modelo mais clássico. Já a Urquell não abre mão do mesmo processo utilizado pela cervejaria desde o seu início, a decocção tripla é sempre utilizada e mantida até os dias de hoje.
Entre os motivos, os tchecos destacam o ganho de eficiência nos maltes com pouco grau de modificação utilizados por eles, além de uma melhoria enorme no sensorial da bebida. Muito mais aroma e sabor de malte é notado. Maior retenção de espuma e ganho de cor também são facilmente percebidos. Outro fator é o ganho de corpo na bebida sem o aspecto doce de maltes caramelizados ou açúcar residual. O equipamento tcheco tradicional para produção de cervejas é projetado para brassagens à partir da mostura por decocção.
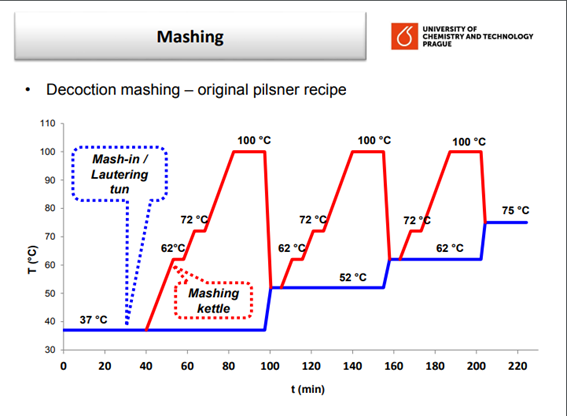
O processo clássico de decocção requer um pouco mais de trabalho, mas o resultado obtido justifica tudo isso. O slide abaixo demonstra uma brassagem com tripla decocção clássica, o mesmo processo original de brassagem da Pilsen Urquell.
Veja que as temperaturas iniciais são importantes quando se utiliza maltes poucos modificados como o malte tcheco. A mostura por decocção tripla utiliza 3 repousos de temperatura principais: repouso ácido, repouso proteico e repouso de sacarificação. A rampa de 37°C (fitase) é historicamente muito importante para redução do pH da mostura facilitando o trabalho das demais enzimas, hoje em dia não é muito utilizada pelas cervejarias ao redor do mundo, pois conseguimos acertar o pH de outras maneiras mais simples.
Note que na primeira e na segunda decocção você irá realizar rampas de beta-amilase e alfa amilase de cerca de 5 minutos no 1/3 do mostura que foi separada antes de elevá-la à fervura por 20 minutos para depois retornar a panela principal.
Na última decocção como a mostura já estará em temperatura de beta-amilase você realizará uma rampa de 5 minutos de alfa-amilase antes da fervura de 20 minutos novamente.
Veja que no processo clássico, a mostura permanecerá 50 minutos em rampa proteica, daí vem a cremosidade e retenção espetacular de espuma das cervejas tchecas. A espuma da cerveja é tão importante para os tchecos que existe até um serviço de chope chamado Mlíko (em tcheco, Mléko quer dizer leite) que serve “apenas” espuma e posso afirmar que é algo espetacular.
Na última decocção a mostura principal permanece 40 minutos em beta-amilase para após o retorno da parte em fervura atingir o mash-out.
· Slide de Tomáš Kincl*
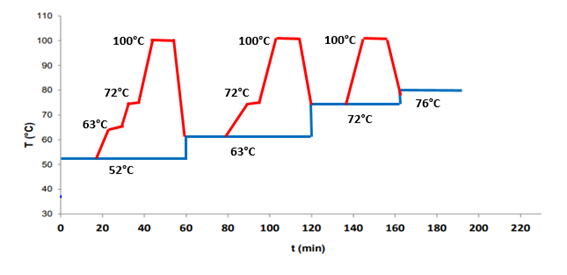
Abaixo colocarei como sugestão um processo de tripla decocção utilizando rampas que eu acredito serem mais pertinentes com o que temos de maltes atualmente e que particularmente utilizo quando opto por esse processo.
· Gráfico por Danilo Mata*
Veja que início, a mosturação está em 52°C e após 20 minutos transfiro 1/3 da mostura para a tina de fervura onde elevaremos a temperatura para 63°C repousando 5 minutos e será então elevada a 72°C também por 5 minutos e daí partiremos para fervura por 20 minutos.
Após esse tempo retornarmos todo o conteúdo para a tina inicial onde esperamos atingir temperatura de beta-amilase, em torno de 63°C. Após 20 minutos, uma nova transferência de 1/3 da mostura para a tina de fervura onde elevaremos para 72°C repousando por 5 minutos e logo após isso, iremos elevar à fervura onde ficará por 20 minutos novamente e depois retornará à tina inicial para atingirmos temperatura de alfa-amilase. Após 20 minutos em alfa-amilase, iremos separa mais 1/3 , onde novamente permanecerá por 20 minutos fervendo. Finalizaremos o processo devolvendo o conteúdo à tina inicial para chegarmos ao mash-out e continuarmos o processo normalmente.
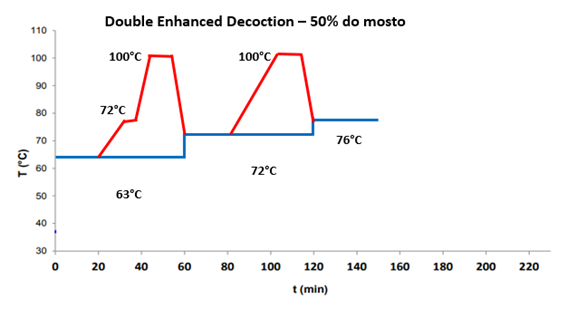
Há uma outra possibilidade de realizar a brassagem por decocção que é muito utilizada hoje em dia na República Tcheca, a chamamos de Double Enhanced Decoction. Esse processo consiste em dividir a mostura em duas partes para se realizar a decocção, ele é mais rápido e com ótimos resultados. Seu objetivo é simular uma decocção tripla.
O primeiro ponto é, separar a mostura em duas partes iguais. Uma metade permanece em temperatura de beta-amilase e a outra será elevada para alfa-amilase, e posteriormente fervura. É recomendável realizar uma rampa protéica antes de iniciar esse processo afim de garantir melhores resultados para a cerveja quanto a retenção de espuma, eu sempre faço dessa forma. Após 15 minutos fervendo você trará de volta somente metade da porção que foi fervida, fazendo com que a tina que estava em beta-amilase alcance a temperatura de alfa-amilase. O conteúdo restante da fervura continua em fervura por mais 15 minutos até ser transferido de volta para a tina principal, que alcançará a temperatura de mash-out. Daí em diante é seguir o processo normalmente.
Gráfico por Danilo Mata
Outra dúvida muito comum para quem nunca fez brassagem por decocção é se a fervura de parte do mosto irá inativar as enzimas e impedir a conversão do amido. Eu tinha essa dúvida também e conversando com os tchecos e depois aplicando o processo fica claro que as enzimas não inativadas são suficientes para realizar toda a conversão do amido com extrema eficiência. As pausas da parte separada para fervura em temperaturas de sacarificação também auxiliam na conversão total do amido.
Entre os motivos que fazem uma lager tcheca ser tão especial é o respeito do povo de lá e dos profissionais com a qualidade. O compromisso com a tradição e com o tempo que os processos levam para serem executados chama muita atenção, inclusive em grandes cervejarias. A Urquell por exemplo fermenta sua cerveja em temperaturas baixas até mesmo para uma lager, e não segue para o envase antes de 30 dias de lagering.
É comum na República Tcheca os cervejeiros inocularem o fermento em temperaturas abaixo de 10°C. Nas cervejarias muito tradicionais o inóculo pode ser em até 7°C com alguns cervejeiros mais cautelosos e radicais usando 5°C. Eles seguem um leve aumento na temperatura após os primeiros dias para que a levedura termine seu trabalho.
Eu opto por fazer o inóculo a 1°C abaixo da temperatura inicial de trabalho do fermento que eu defini para a fermentação e ir elevando a temperatura 1°C por dia após o início da fermentação até atingir a FG esperada. Com essa baixa atividade metabólica das leveduras principalmente nas 48 primeiras horas fermentativas, não se tem formação exacerbada de precursores de off flavor. Mas muito importante é a observância de se realizar um Over Pitching de fermento lager, sendo no mínimo 1,5 milhões de células por ml/grau plato. Isso auxilia em ter uma fermentação saudável e sem offs.
A fermentação aberta também é muito presente e o formato dos fermentadores, com o fundo chato e largo facilita a formação de leves ésteres pela levedura e um menor estresse nas células, evitando a formação excessiva de enxofre e outros compostos. Além disso, a liberação de aromas indesejados é realizada com mais facilidade pelo fato desses compostos não serem aprisionados em um tanque.
Costumeiramente, o lagering é feito em tanques horizontais onde a maior superfície de contato e a diminuição da altura de decantação do fermento aceleram a limpeza da cerveja e melhoram a maturação. Não imagine que em um país de cultura tão rica nas lagers você só irá beber cervejas completamente limpas no visual. Algumas das melhores lagers tchecas são levemente turvas, o que eles chamam de “Nefiltrované Pivo” (cerveja não filtrada).
Receita de uma Czech Lager:
Como comentei anteriormente, o grande segredo dos cervejeiros tchecos para produzir na minha opinião as melhores cervejas desse mundo não está em receitas muito elaboradas, pelo contrário, são receitas muito simples. O segredo está no processo que descrevemos anteriormente.
Minha sugestão de receita é para uma Pilsen clássica como chamamos aqui ou světlé pivo (cerveja clara) para os tchecos. Aí temos duas situações, uma é realizar a produção utilizando processo de decocção e a outra por infusão, mas quero reforçar que o resultado final por decocção é sempre superior a infusão, onde utilizaremos alguns maltes para tentar “simular” os benefícios da reação de maillard ocorrida na fervura dos grãos. Então teremos os seguintes grists:
Receita com decocção: Malte Pilsen 100%
Receita por infusão: Malte Pilsen 85%, Malte Munich I 12% e Malte Melanoidina a 3%.
A quantidade de malte que você utilizará vai depender da graduação alcoólica que você espera, mas lembre que um dos trunfos das cervejas tchecas é também o baixo/médio ABV. Os tchecos escolhem o que vão beber de acordo com a densidade do mosto pré-fervura, o mais clássico são 10°, 11° e 12° platos. Pensando assim uma 11°P vai finalizar numa cerveja entre 4,3%-4,5% de graduação alcoólica, eu seguiria esse caminho. Então realize seus cálculos pensando numa OG de 1,044 – 1,049.
Minha indicação de lúpulo é o clássico Saaz, para termos o aroma típico da cerveja, variedade que também é utilizada pela Pilsen Urquell. Vamos trabalhar para termos no final uma cerveja com cerca de 40 IBUs. Não se preocupe com esse amargor principalmente se você fizer seu processo de brassagem por decocção, o corpo residual e sensação de boca irão equilibrar tudo e o conjunto ficará sensacional. Pense em adições no início da fervura e também cerca de 20 minutos do final e uma carga generosa no whirlpool. Assim, você terá uma explosão de sabor e aroma que irão deixar sua cerveja muito mais interessante.
Tomas Kincl Brewing specialist at the University of Chemistry and Technology in Prague*
Eu sempre digo que tem dois tipos de cerveja que me marcam: as muito alcoólicas, que normalmente vem acompanhadas de uma intensidade sensorial enorme, seja de malte, de aromas de fermentação, de madeira ou da composição como um todo; e as perfeitamente equilibradas! Cervejas que podem até não tem nem uma característica sensorial muito intensa, mas que o equilíbrio entre o dulçor e o amargor (e no caso de sours dulçor e acidez) está tão precisamente executado que mesmo na simplicidade, a cerveja se torna inesquecível.
Que me julguem os extremistas que gostam de fazer cara feia com amargor ou acidez, mas pra mim uma cerveja boa é necessariamente uma cerveja equilibrada.
A razão BU:GU é o principal parâmetro utilizado para auxiliar na elaboração de receitas de cervejas equilibradas. Ela busca representa a relação entre o amargor e o dulçor dividindo o IBU (BU) por uma parâmetro que representa de alguma forma o dulçor da cerveja, nesse caso o GU, que são as unidades de gravidade original (se a cerveja term OG de 1.080, GU=80).
A lógica é simples, o dulçor da cerveja, salvo casos específicos, vem do malte, quanto maior a OG, maior a quantidade de malte e por consequência, maior o dulçor.
A razão BU:GU normalmente expressa muito melhor o amargor de uma cerveja que o IBU por si só. Sempre falo do exemplo de uma cerveja 40 IBUs. Se for uma Light Lager de 1.040 de OG é uma cerveja muito amarga, mas se for uma Russian Imperial Stout de OG 1.120, acaba sendo uma cerveja muito doce.
No primeiro caso, a razão BU/GU é 40/40 = 1. No segundo caso a razão BU/GU é 120/40 = 0.3. E esses valores são muito convenientes, pois podemos saber rapidamente a verdadeira natureza do amargor/dulçor de uma cerveja.
Razão BU:GU
Equilíbrio
Tipos de cerveja
0.3
Dulçor
Weiss, Quadruppel
0.5
Neutro
Brow Ale, Red ALe
0.8
Amargor
English/American IPA
1+
Muito amargor
Double IPA
Tabela de referência de BU:GU, interpretação minha mesmo.
Mas a razão BU:GU tem suas limitações. Hoje em dia, sabemos que o amargor da cerveja vai muito além do IBU. Maltes escuros, polifenóis e outros componentes do lúpulo (como a humulinona que dá amargor no dryhopping) podem contribuir e alterar a percepção de amargor. Maltes caramelo e ésteres de fermentação podem dar impressão de maior dulçor (embora seja só impressão). Mas definitivamente o ponto em que a razão BU:GU mais falha é que a OG nem sempre tem correlação com o dulçor. A OG representa a quantidade de açúcares com a qual se inicia a fermentação, porém, o que importa nesse caso, é a quantidade de açúcares que permanece na cerveja após a fermentação ser concluída. Nesse caso a atenuação da cerveja importa, ou a FG.
Tomemos como exemplo uma cerveja que tenha 25 de IBU e OG de 1.050. Essa cerveja tem razão BU:GU de 25/50, ou 0.5. Em uma primeira vista é uma cerveja equilibrada. Agora produzimos essa cerveja de dois modos diferentes. No primeiro usamos um pouco de adjunto 100% fermentável (como açúcar ou mel) e uma rampa de sacarificação à 62°C. No segundo não usamos adjunto e a temperatura de sacarificação é de 70°C. A primeira cerveja teve uma atenuação de 90% e a segunda de 60%. Nesse caso é óbvio que a primeira cerveja terá um amargor aparente muito maior pois a maior parte dos açúcares pra dar suporte foram consumidos, enquanto no segundo caso a cerveja poderá ficar até doce pelo excesso de açúcar residual.
Nota rápida: nós cervejeiros utilizamos a atenuação aparente, que não é a atenuação real, então não é certo dizer que em uma atenuação aparente de 90%, 90% dos açúcares foram consumidos.
Seria muito fácil corrigir o BU:GU, definindo o GU como FG em vez de OG, porém já estamos acostumados com os significados práticos dos valores de BU:GU (0.3 é doce, 0.5 é neutro, 0.8 é amargo). Então o Ryan “Mad Alchemist” Shwayder, veio com uma proposta interessante que ele chamou de Relative Bitterness Ratio (RBR) – Índice de Amargor Relativo: Fazendo uma média de todos estilos categorizados no BJCP 2015, a atenuação aparente é de 0.7655. Então ele sugeriu: vamos assumir que o BU:GU é calculado exatamente nessa atenuação e aumentar ou diminuir o valor do BU:GU se a atenuação for maior ou menor, proporcionalmente a esse desvio, assim temos que:
RBR = (BU:GU) x (1 + (ADF – 0.7655))
onde ADF é a atenuação aparente.
Essa fórmula apresenta a vantagem de manter a interpretação do BU:GU praticamente inalterada, embora os valores alterem um pouco para cada estilo. Por outro lado, ela perde precisão para valores muito extremos de atenuação.
Você pode usar a calculadora abaixo para verificar seu valor de BU:GU corrigido pela atenuação:
Vale lembrar que o equilíbrio de cada estilo de cerveja é diferente. Uma Weiss sempre vai ser mais doce que uma IPA. Para acessar uma tabela com os valores de referência calculados para cada estilo, clique aqui.
Uma das muitas pequenas satisfações que eu tenho com a cerveja (além de beber claro) é quando eu posso usar ela para falar de assuntos científicos/de engenharia avançados que quando estudados em sala de aula parecem isolados da realidade.
Nunca imaginei na que um dia ia falar com alguém que não fosse meus alunos na universidade da equação de Stokes (que diz a velocidade de decantação), da equação de Bernoulli e o Número de Reynolds (que podemos utilizar para dimensionar para dimensionar uma linha de serviço de cerveja para ela não espumar), da Lei de Fick (que nos faz entender como o aroma do lúpulo ou mesmo o CO2 é dissolvido na cerveja) e se eu pensasse mais um pouco possivelmente chegaria a uma dezena de exemplos.
Hoje vamos falar de mais duas equações que podem nos ajudar a ter uma precisão maior na carbonatação de nossa bem como entender melhor o efeito de diversos parâmetros que em um primeiro momento nem são associados à carbonatação. São elas a Lei de Henry e as equações termodinâmicas de estado, no nosso caso mais precisamente a Equação dos GasesIdeias.
Antes te continuar, pode ser bom que você assista o vídeo Entendendo a Carbonatação do Beer School no YouTube. É uma introdução bem didática de alguns pontos que vamos falar aqui.
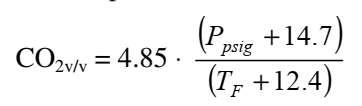
Quando falamos em carbonatação, inevitavelmente temos que falar de equilíbrio. Parte do CO2 fica na fase gasosa, no headspace do fermentador, do barril ou da garrafa e parte do CO2 fica na cerveja em si. Se tiver muito CO2 no headspace, ele vai migrar para a cerveja até atingir o equilíbrio, isso é a carbonatação em si. Podemos deixar o headspace cheio de CO2 ligando a ele um cilindro pressurizado. Se tiver muito CO2 na cerveja, ele vai migrar pra fora até atingir o equilíbrio, isso seria a descarbonatação. Isso acontece quando deixado uma cerveja destampada e ela vai lentamente perdendo o gás.
Esse equilíbrio pode ser calculado pela Lei de Henry. Essa lei nos diz algo que pode parecem bem óbvio: Quanto mais gás no headspace, mais gás na cerveja, porem não necessariamente na mesma concentrçaão.
Equação 1 – Lei de Henry adaptada para cerveja.
Em uma das muitas formas que essa lei pode ser expressa, temos a equação (1). Ela diz que o CO2 dissolvido no líquido é igual a pressão do headspace multiplicado por uma constante que nos dá a relação de equilíbrio.
À 13°C essa constante vale exatamente 2(g/L)/bar. Ou seja, para cada 1 bar de pressão no headspace (1bar ~ 1kg/cm2), a cerveja tem 2g/L de CO2. Falando assim parece até fácil né?
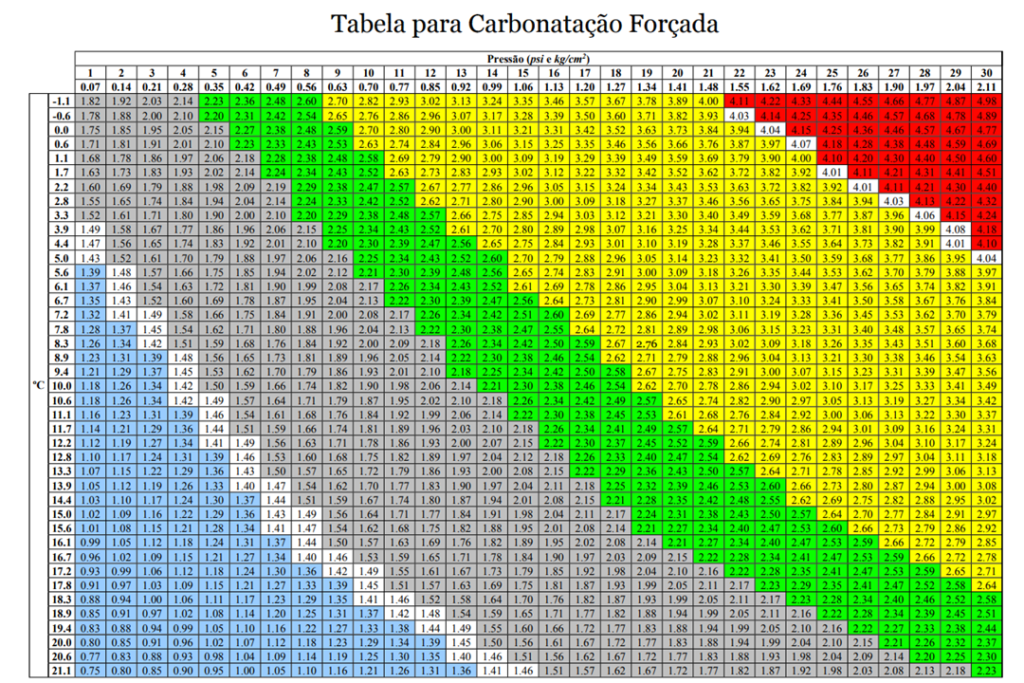
O problema é que na vida real as constantes variam mais que as variáveis e essa constante não é tão constante assim. Ela depende por exemplo da temperatura. Quando mais alta a temperatura, menos CO2 o líquido consegue absorver. E dessa relação, sai a nossa tão conhecida tabela de carbontação forçada.
Tabela 1 – Carbonatação forçada
Essa tabela basicamente nos dá a relação de equilíbrio em cada temperatura e pressão. A única diferença é que ela expressa a concentração em volume de CO2 (unidade meio besta, mas é a padrão. Logo teremos um post só pra falar dela).
Não sei exatamente quem fez essa tabela ai, mas ela roda a internet cervejeira e é base para 99.9% dos cervejeiros, eu incluso, para carbonatar a cerveja. (Obrigado autor anônimo).
O fato é que ela veio de alguma adaptação da Lei de Henri. O artigo Carbon Dioxide Solubility in Beer publicado no Journal of the American Society of Brewing Chemists faz um compilado das principais equações de equilíbrio que pesquisadores cervejeiros determinaram ao longo da história.
Algumas são simples como a equação proposta por Holle:
Equação 2 – Equação de equilíbrio proposta por Holle, 2003.
Note que a forma da equação é basicamente forma da Lei de Henri, divido pela temperatura. Com essa equação é possível construir a Tabela 1, basta jogar um monte de valores de pressão (em psi (lbf/in2)) e temperatura (°F).
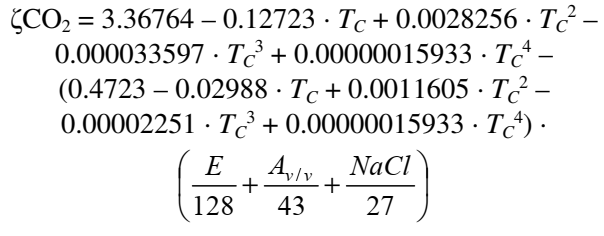
Porém pesquisadores mais recentes notaram que outros parâmetros também influenciam no equilíbrio, como a FG da cerveja, o teor alcoólico e até a concentração de sais!
Equação 3 – Equação de equilíbrio proposta por Dalmolin et al., 2006.
Essa equação nos dá a concentração de CO2 em g/(L·bar), sendo essa uma unidade muito melhor. Tc é a temperatura em °C, Av/v é o teor alcoólico da cerveja, NaCL é a concentração de sal em g/L e E é o extrato real (um forma mais precisa de expressar a FG).
A diferença entre usar a primeira equação, mais simples, e a segunda, que leva mais parâmetros em conta, pode ser de até 15%!
Em cervejas médias a primeira equação desempenha um papel muito bom. Por outro lado em cervejas muito alcoólicas ou pouco alcoólicas, ou cervejas muito atenuadas (como Bruts) ou pouco atenuadas (como as feitas com as “novas” leveduras Saccharomyces Cerevisiae var. chevalieri que atenuam em média 15%) o desvio do CO2 real para o calculado pode ser enorme e ter grande impacto sensorial.
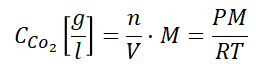
Saindo um pouco do líquido, podemos utilizar a Equação dos Gases Ideias com impressionantes 99% (ou mais) de precisão para calcular a quantidade de gás no headspace. Confesso que fiquei surpreso e achava que teria que recorrer à equações mais complexas, mas aparentemente as condições usuais de T e P da cerveja são amenas suficientes para cair na faixa de validade dessa equação para o CO2.
Equação 4 – Equação dos Gases Ideais
Resumindo um pouco, com ela conseguimos calcular a concentração de gás na fase gasosa (headspace), isolando n/V (mol/L) e multiplicando pela massa molar do CO2 (g/mol).
Equação 5 – Equação dos Gases Ideais adaptada pra a concentração mássica
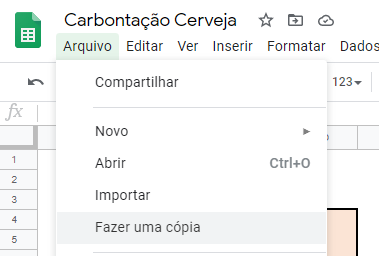
Para não me estender muito mais (acho que já deu de cálculos por hoje né?) deixo aqui um link para uma planilha no google sheets onde eu coloquei essas equações e algumas coisas a mais que pode ser utilizado para fazer diversas simulações. Para acessar a planilha clique aqui. Não esqueça de clicar em fazer uma cópia para poder editar!
Lúpulo cultivado no Brasil – Plantação Tamayo Hops – Brasília
Olá meus amigos…
Quando se trata em armazenar
lúpulo, surgem inúmeros questionamentos a respeito de variáveis que
influenciam. Como por exemplo, temperatura, presença de oxigênio, tipo de
processamento do lúpulo, enfim…
Abordaremos neste texto a
influência de alguns destes fatores quando armazenamos o lúpulo em casa ou em
uma cervejaria.
As condições de armazenamento
desempenham um papel importante na manutenção da integridade dos produtos de
lúpulo durante o processamento, transporte e armazenamento, e sua qualidade
final quando usadas na fabricação de cerveja.
Inúmeros cientistas estudam há
anos a química do envelhecimento do lúpulo, além de buscar formas para
minimizar a degradação, afinal de contas. Boas cervejas exigem ingredientes
bons…
O que é evidente, é que a
velocidade do envelhecimento do lúpulo muda de acordo com a variedade
utilizada. A taxa de envelhecimento para uma variedade particular é medida
utilizado o índice de guarda do lúpulo (Hop Storage Index – HSI), desenvolvido
em 1979 por Nickersen e Likens e representa a quantidade de alfa ácidos que
potencialmente serão perdidos no período de 6 meses, quando o lúpulo é
armazenado a uma temperatura constante de 20°C (TEDONE et al., 2020)
É a razão de absorbância a 275 nm
e absorbância a 325 nm de um extrato de tolueno obtido a partir do lúpulo seco
em uma solução alcalina de metanol. A teoria por trás do HSI envolve os
espectros de produtos de oxigenação formados naturalmente.
Como exemplo, pode-se verificar
um lúpulo que tenha 10% de alfa – ácidos e um HSI de 0,35 (35%). Isto significa
que, após 6 meses, o teor de alfa – ácido esperado para este lúpulo será de
6,5%. O lúpulo pode durar até 3x mais que o seu HSI se estiverem armazenados de
maneira adequada.
Como o próprio nome diz, é um
índice apenas. Serve apenas para indicar uma tendência de envelhecimento, na
prática, sabemos que a velocidade da degradação dos compostos é levemente mais
rápida do que mencionado nas análises de HSI.
Recentemente, os estudos estão
sendo convergidos para o foco no comportamento dos polifenóis durante o
envelhecimento do lúpulo. Mas isto deixamos para um papo futuro…
Deve-se reconhecer que, durante o
“armazenamento”, conforme definimos aqui, é provável que haja vários
processos agindo sobre a química do lúpulo. Haverá volatilização, oxidação
(modificação, degradação ou polimerização) e possivelmente alterações
enzimáticas.
As relações entre a degradação das
resinas macias do lúpulo e as mudanças nos óleos essencias do lúpulo foram
demonstradas em estudos antigos. Porém, o efeito da oxidação nas propriedades
organolépticas do lúpulo usado para adição de aroma ou sabor ainda não está
claramente entendido. Com a atual tecnologia na forma de embalagem do lúpulo,
utilizando embalagens que promovem uma barreira à luz e atmosfera inerte (CO2
ou N2), além do transporte em cadeia refrigerada, podem diminuir
consideravelmente a degradação oxidativa dos compostos do lúpulo. Mas vejam
bem, eu mencionei que “podem diminuir” a degradação, visto que são reações
química inevitáveis. Por este motivo, o conhecimento da vulnerabilidade
oxidativa pode permitir que os produtores otimizem a colheita, as condições do
forno e o processamento pós-colheita, objetivando fornecer lúpulo aos
cervejeiros com a mais alta qualidade possível.
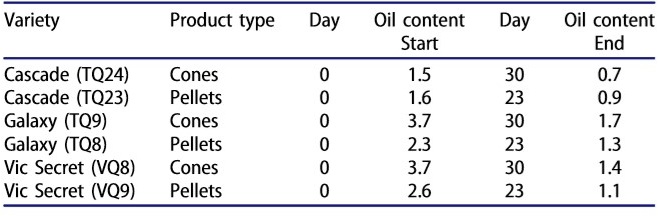
Um estudo feito por Laura Tedone
e seus colaboradores, mostra justamente alguns fatores importantes para
observarmos quando se trata de envelhecimento do lúpulo. No estudo, ela
analisou três amostras de lúpulo em cones e em pellets (Cascade, Vic. Secret e
Galaxy) (TEDONE et al., 2020)
As amostras foram expostas ao
oxigênio, temperatura e umidade ambiente variável, mas não expostas à luz. Uma
amostra de cada variedade e tipo de produto foi mantida na embalagem original
desde o início e usada como referência. O experimento foi executado no período
de 16 de setembro de 2015 a 16 de outubro de 2015.
Como resultado dos testes,
observaram claramente que altos valores de HSI podem estar diretamente
relacionados ao número de dias que o lúpulo passou exposto a temperaturas
relativamente altas. Houve um aumento constante do HSI nos cones e pellets das
três cultivares ao longo do experimento. Como esperado, esse aumento no HSI
correspondeu a um declínio na concentração de alfa-ácido. Há fortes evidências
de que cada variedade de lúpulo se comporta de maneira distinta na química do
envelhecimento.
A concentração de compostos
provenientes de reações oxidativas do ácido alfa se mostraram maiores no lúpulo
Galaxy, comparando com Cascade e Vic Secret. Além disso, os betas ácidos são
menos estáveis nas amostras de Galaxy do que nas outras variedades. Um ponto
interessante mostra que o teor de umidade pode ter um efeito negativo na
estabilidade do armazenamento, particularmente na degradação dos ácidos alfa (e
beta).
As oxidações dos lúpulos em flor
foram consideravelmente mais lentas, quando comparados com pellets. Isso se
deve, principalmente a exposição maior que a lupulina sofre ao oxigênio. Visto
que o processo de pelletização torna a superfície de contato da lupulina maior,
catalisando as reações de oxidação.
As alterações nos óleos
essenciais foram muito mais significativas, em aproximadamente 30 dias dos
lúpulos expostos ao oxigênio e condicionado em temperaturas baixas.
O lúpulo Vic Secret pareceu
perder uma proporção maior de óleos essenciais do que Cascade e Galaxy, mesmo
que existem algumas diferenças entre as formas de processamento entre os
lúpulos estudados no trabalho, é evidente que todas as três variedades mostraram
um declínio preocupante na concentração de óleos essenciais. Este fato pode ser
decisivo se o cervejeiro utilizado como forma de calcular a quantidade de
lúpulo utilizado no Dry Hopping baseado na análise dimensional de mL de óleos
essenciais por litro de cerveja.
Fonte: Hop (Humulus lupulus L.) Volatiles Variation During Storage – Laura Tedone, Lada Staskova, DanDan Yan, Simon Whittock, Robert Shellie & Anthony Koutoulis
Analisando mais a fundo este
tema, alguns estudos mostram que o óleo essencial Mirceno pode ser considerado
um marcador-chave indicador de “frescor” de lúpulo. Mesmo que o processo de
pelletização degrada e oxida o Mirceno, as análises foram feitas justamente
depois do processamento do lúpulo e mostram uma queda considerável na concentração
de mirceno ao longo do tempo, e um aumento na concentração de hidrocarbonetos
oxigenados, como o Linalol. Que pode ser considerado o produto da oxidação do
Mirceno (CEOLA et al., 2019).
Obviamente não é apenas o Mirceno
que tem a característica de degradar, alguns outros hidrocarbonetos
monoterpenos e sesquiterpenos também mostram esse comportamento.
Ou seja, condições inadequadas de
armazenamento, mesmo por um período relativamente curto a temperaturas amenas,
afetam a composição dos ácidos alfa e beta, bem como o conteúdo e a qualidade
da fração volátil (óleos essenciais).
Visto isso, inevitavelmente a temperatura influencia na degradação e oxidação dos compostos do lúpulo, mas mesmo que você guarde seus lúpulos em temperaturas extremamente baixas (o que é recomendado), é importante “trocar” a atmosfera da embalagem. Para isso, purgas com CO2, por exemplo, são bem vindas. 😉
Excelentes cervejas e até a próxima…
Referências:
CEOLA, D. et al.
Headspace‐solid phase microextraction and GC‐MS followed by multivariate data
analysis to study the effect of hop processing type and dry hopping time on the
aromatic profile of top‐fermented beers. Separation Science Plus, v. 2,
n. 7, p. 245–252, 2019.
TEDONE, L. et al. Hop (Humulus lupulus L.) Volatiles
Variation During Storage. Journal of the American Society of Brewing
Chemists, v. 78, n. 2, p. 114–125, 2020.
Grandes amigos
cervejeiros, resolvi aproveitar a quarentena e o convite do amigo Jamal
Awakzsksdofebvasvefvllaak (Beer School) para ser produtivo e voltar a escrever
sobre cerveja, mas antes vou me apresentar rapidamente.
Comecei como
homebrewer em 2009 e montei um blog de cerveja, o http://www.cervejahenrikboden.com.br/.
Fui ganhando experiência nas panelas e comecei a oferecer cursos de iniciante,
mas atualmente ofereço apenas para workshops avançados que já ministrei em
literalmente todas as regiões do Brasil. Atualmente também sou professor no
curso de pós graduação de Especialização em Gestão e Fabricação de Cerveja da
Universidade de Vassouras.
Também sou atualmente sócio e cervejeiro responsável pelas cervejas da @sunhopbrewery bem como consultor e cervejeiro responsável pelas receitas da @terraleste_, mas também já desenvolvi receitas para outras cervejarias no como a @wkattzcervejaria e o @narreal_brewhouse.
Na parte divertida da cerveja, a de beber e não de fazer, me formei sommelier pelo Instituto da Cerveja Brasil- ICB, sou Juiz BJCP e Cicerone Certified Beer Server, mas agora vamos ao que interessa!
Decidi
escrever sobre a estabilidade da espuma, pois todo cervejeiro ama um belo
colarinho em suas cervejas. Ele pode ser cremoso ou suave, branco ou castanho, baixo
ou alto, mas uma característica é sempre importante, a persistência!
Ora, para obtermos um colarinho de boa retenção diversos fatores devem ser considerados. Você pode até negligenciar um parâmetro ou outro e ainda obter um bom resultado, mas o bom cervejeiro é aquele que estuda e fica atento ao máximo de fatores na formulação da receita e durante a produção, justamente para minimizar os riscos e obter melhor resultado possível.
Vale lembrar
que, o presente artigo não tem como alvo a carbonatação em si, mas somente a
retenção e qualidade do colarinho de nossas cervejas analisando tudo que é
relevante da panela ao copo.
ÁGUA CERVEJEIRA: TRATAMENTO E PH
A água
normalmente é o insumo mais negligenciado pelos cervejeiros caseiros e mesmo
dentre os profissionais, muitos ainda não dão atenção adequada ao seu
tratamento ou a correção de pH do mosto.
É verdade que,
outros insumos como o malte e o lúpulo fornecem componentes diretamente relacionados
com a retenção do colarinho, mas a água é sim importante ainda que de forma
indireta.
O Kunze, por
muitos considerado a bíblia dos mestres cervejeiros alemães, aponta que uma espuma mais densa e estável é obtida
quando o cervejeiro faz um bom controle do pH da mostura.
Existe muita
controvérsia para o que seria o pH ideal da mostura, mas isso é assunto para
outra oportunidade. Digamos que a faixa entre 5.2 e 5.6 é adequada, mas o alvo
ideal seria algo como 5.3 e 5.5 (com medição em temperatura ambiente é claro).
Para que a mostura
alcance esse pH, normalmente se faz necessário tratar a água para alcançar um
mínimo de 50ppm de cálcio recomendado pela literatura (pessoalmente recomendo
um mínimo de 80ppm), bem como acidificar com ácido apropriado (lático ou
fosfórico) quando necessário.
Uma
curiosidade: muitos íons metálicos favorecem a retenção do colarinho, mas
normalmente trazem off-flavors e facilitam também processos de oxidação e por
isso devem ser evitados.
MALTE, ADJUNTOS E MOSTURA
Essa
provavelmente é a parte mais importante do artigo, pois são os maltes e
adjuntos que fornecem as proteínas necessárias para a sustentação da espuma.
O assunto é complexo. Afirmar meramente que, quanto mais proteína melhor a persistência do colarinho é uma análise crua e demasiadamente superficial.
A ciência já identificou que alguns tipos de proteína de médio peso molecular são muito importantes e benéficas ao colarinho sendo a LTP1 a proteína chave dessa correlação.
Infelizmente é
inviável classificar e analisar as inúmeras de proteínas existentes em nossos
cereais cervejeiros, conforme sua influência em relação à espuma e por isso
recomendo focar em seu peso molecular e comportamento.
A grande
maioria das proteínas de médio peso molecular apresenta comportamento
hidrofóbico (ou seja, “não gostam de líquidos”) e tendem a aderir nas
bolhas de CO2, tornando-as mais elásticas e por isso mais resistentes e duradouras ao
atingir a superfície de sua taça.
As proteínas
de médio PM são, portanto, as melhores amigas do colarinho de nossas cervejas!
Por outro lado, as proteínas de baixo peso molecular (o famoso FAN) apresentam comportamento hidrofílico e por isso não colaboram com a retenção de espuma já que não se ligam nas bolhas de CO2. Por outro lado, são importantes como nutrientes da levedura na concentração adequada (nem baixa ou nem alta demais por gerarem uma miríade de problemas na fermentação como, por exemplo, diacetil).
E as proteínas grandes? As de alto peso molecular? Bem, ao contrário das demais elas normalmente são insolúveis no mosto e por isso acabam eliminadas durante a produção nas etapas de clarificação e fervura (ou quebradas em pedaços menores na mostura)
Indo além das proteínas, os cereais cervejeiros possuem lipídeos, ou seja, gordura! Esta sim é uma inimiga do colarinho, portanto grãos ricos em lipídeos normalmente são considerados negativos nesse aspecto.
É justamente aqui, que temos uma grande controvérsia! Uma das maiores lendas de nosso universo cervejeiro é a ideia de que a aveia seria uma grande aliada da retenção da espuma, mas é justamente o contrário, a aveia é inimiga do colarinho!
Para provar
essa audaciosa afirmação eu vou chamar Charles Bamforth em meu auxílio, o maior
cientista cervejeiro vivo, em minha opinião.
Bamforth também é conhecido como “Papa da Espuma”, por conta de seu conhecimento sobre o assunto, que rendeu dezenas de artigos e um livro inteiro apenas sobre o colarinho da cerveja.
Então, para
Bamforth a aveia é inimiga do colarinho por ter um conteúdo de lipídeos muito
elevado (praticamente o triplo da cevada).
Ora, quando a
maior autoridade científica cervejeira do planeta diz que aveia é maléfica ao
colarinho você buscaria uma segunda opinião?
Bem, eu busquei e confirmei! Um artigo recente (Brewing with up to 40% unmalted oats and sorghum) é ainda mais específico e salienta que o uso de aveia em até 10% da receita não contribui positiva ou negativamente ao colarinho, mas conclui que o uso acima desse patamar teria sim um impacto muito prejudicial.
Aposto que,
muitos nesse momento devem estar pensando na Oatmeal Stout, famosa pelo uso de
aveia e pelo colarinho cremoso e persistente.
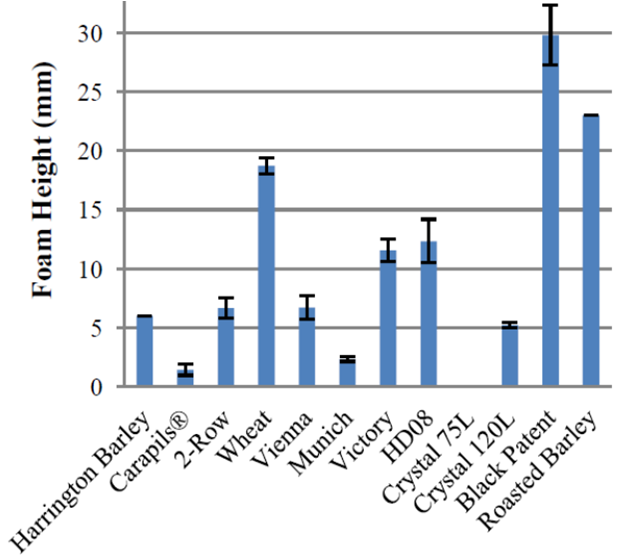
Ocorre que, maltes e/ou cereais torrados, utilizados nessa e em outras cervejas escuras são excelentes para retenção de espuma como comprova outro artigo justamente dele, Bamforth!
Além disso, esse
artigo também aponta outro ponto polêmico: a de que a maioria dos maltes especiais “caramelo” seriam “foam negative”. Ou seja, são prejudiciais ao colarinho. Isso
inclui o próprio malte Carapils ou Carapilsen
(a denominação pode variar entra essas ou outras conforme a maltaria).
Aliás, notem que outrora considerado um aliado da espuma, o Carapilsenapresentou um dos piores resultados nos testes de retenção de espuma, ou seja, um malte base regular é mais eficiente em resguardar a saúde do colarinho do que ele.
Eu sei que esse também é um assunto controverso já que praticamente todas as maltarias apresentam o Carapilsen, e a maioria dos maltes caramelo como sendo benéficos à espuma.
Bem, cabe a vocês acreditar no material publicitário de apresentação do produto das maltarias ou nos livros e artigos científicos do Charles “Papa da Espuma” Bamforth. Eu certamente já fiz minha escolha.
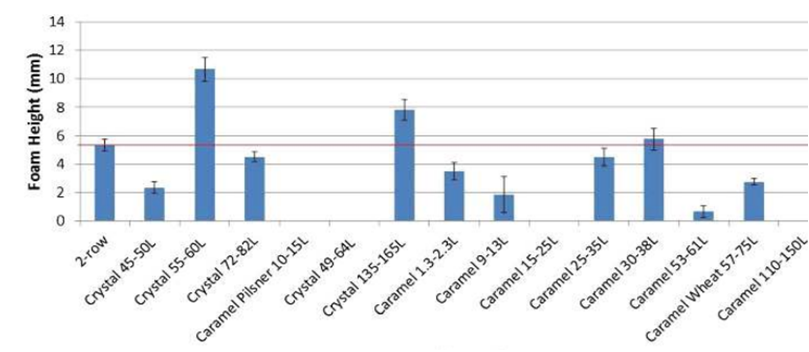
Deixando as controvérsias para trás, vou fazer aqui uma lista dos maltes e adjuntos correlacionando com a qualidade da espuma e utilizando como base minha experiência pessoal e diversas fontes além dos livros e artigos já citados:
MALTE
AMERICANO – POSITIVOBamforth aduz
que, por conta do clima úmido a cevada americana possui uma quantidade maior de
proteínas LTP1 se comparada à europeia.
CEREAIS
OU MALTE TORRADOS/TOSTADOS – MUITO POSITIVO
MALTES CARAMELO
– NEGATIVO
MALTE DE
TRIGO – MUITO POSITIVO: Baixos
lipídeos e alta concentração de proteína. Testes do estudo do Bamforth demonstraram
que é positivo pra espuma.
CHIT MALT
– MUITO POSITIVO: Apesar da baixa
eficiência e dificuldade em ser utilizada, o livro The New IPA do Scott Janish
recomenda como sendo positivo para colarinho especialmente em NEIPAs substituindo
a aveia.
TRIGO EM
FLOCOS, MALTE BASE POUCO OU MAL MODIFICADO: POSITIVOS
ARROZ,
MILHO, HIGH MALTOSE, AÇÚCARES SIMPLES EM GERAL: OUTROS – NEGATIVOS
Já pormenorizamos a influência dos cereais cervejeiros, mas e como eles são utilizados durante a brassagem?
Uma boa dica
inicial é esclarecer que, a parada proteica deve ser interpretada da mesma
forma que a sacarificação, já que são semelhantes pela forma de controle e
atuação das enzimas. Vamos exemplificar para ficar ainda mais claro.
Uma
sacarificação em temperatura mais baixa privilegia a atuação da beta amilase, que age degradando as
cadeias de amido pelas extremidades
em pedaços pequenos (maltose). Temperaturas
mais elevadas, por sua vez, favorecem a alfa
amilase, que atua no interior das
cadeias amilolíticas gerando principalmente “pedaços grandes” de
tamanhos variados que chamamos de dextrinas.
O mesmo ocorre
na faixa de atuação das enzimas proteolíticas, que seria aproximadamente de 40 à
60ºC.
Na margem
inferior, de 40 à 50ºC, temos uma
maior atuação das exopeptidades que,
como o prefixo já esclarece, agem nas extremidades
de proteínas grandes e médias degradando-as em FAN.
Por outro lado,
entre 50 à 60ºC, temos uma maior
atuação das endopeptidades (também
chamadas de proteases ou proteinases) que agem no interior de proteínas grandes degradando-as principalmente em médias.
Ou seja, assim
como beta amilase separa o amido pelas pontas em pedaços pequenos de maltose em
temperaturas mais baixas de sacarificação, o mesmo acontece com as
exopeptidases que também agem pelas extremidades produzindo FAN na faixa
inferior de temperatura recomendada para a parada proteica.
Igualmente podemos equiparar a alfa amilase e as endopeptidases, ambas produzindo “pedaços maiores” de carboidratos e proteínas respectivamente.
Vale ressaltar que estamos falando de valores aproximados de temperatura. Tanto as ” “exo ” como as “endo” peptidades funcionam fora das faixas citadas, apenas em menor velocidade.
Ora, vimos que as proteínas de médio peso molecular são benéficas ao colarinho. Então, ao contrário do que muitos acreditam, uma parada proteica bem feita é benéfica à retenção de espuma e não o contrário justamente por funcionar, principalmente, degradando proteínas grandes em médias.
Importante salientar que, não estou afirmando que devemos sempre trabalhar a parada proteica em temperatura mais elevada.
Também não é o
caso de realizar uma parada proteica em todas as suas levas! Receitas contendo
apenas maltes base bem e/ou muito modificados devem evitar essa rampa e iniciar
a mostura já na sacarificação.
Devemos sim pensar cada caso individualmente. Considere, por exemplo, que uma rampa entre 40 e 45ºC é fundamental para a maioria das cervejas de trigo justamente pela possibilidade de se trabalhar enzimas como ferulic esterase, que possibilita aroma de cravo, e a betaglucanase, que diminui a viscosidade do mosto atacando glucanos.
O bom cervejeiro é aquele que, pesquisa bastante antes de preparar uma receita e gerencia com cuidado e atenção sua brassagem. Afinal, uma parada proteica bem feita pode ser essencial para sua espuma, mas certamente quando exagerada ou mal planejada pode resultar em desastre para o colarinho!
LÚPULOS E LUPULAGEM
O lúpulo,
normalmente lembrado por sua contribuição ao amargor e aroma, é também muito
importante para a retenção da espuma.
Assim como nas
proteínas, as frações mais hidrofóbicas das resinas de amargor do lúpulo são
bastante importantes para a retenção de espuma como um todo, mas especialmente
para o desejável efeito de lacing na
lateral das taças.
Importante
destacar que, são os alfa ácidos isomerizados aqueles responsáveis por esse
efeito positivo na retenção de espuma, sendo o mais eficaz dentre eles o
isohumulone. Ele possui uma capacidade de ligação com a proteína LTP1 potencializando
sua capacidade de conferir resistência e elasticidade as bolhas mantendo-as
ainda por mais tempo na superfície do copo.
No entanto, as
demais fontes de amargor como humulinonas (alfa ácidos oxidados, normalmente
relevantes apenas via dry hopping) e polifenóis não trazem contribuição significativa
ao colarinho.
E qual seria
então, a melhor maneira de selecionar e utilizar o lúpulo em nossas cervejas de
forma a obter um bom resultado em termos de retenção de espuma? Vejamos algumas
considerações:
Como
fonte de amargor prefira os alfas ácidos isomerizados em detrimento de
humulinonas e polifenóis.
Ao selecionar os lúpulos de amargor os com baixo índice de cohumulone e alto índice de
humulone são mais indicados.
Lúpulos
com baixo índice de alfa ácidos para amargor são menos indicados para amargor,
pois exigem uma maior quantidade e boa parte do amargor pode vir de fontes
menos indicadas (especialmente polifenóis).
Dry
hopping pode prejudicar a retenção de espuma já que alfa ácidos
isomerizados são perdidos, enquanto humulinonas e polifenois ganham proporção
na contribuição ao amargor.
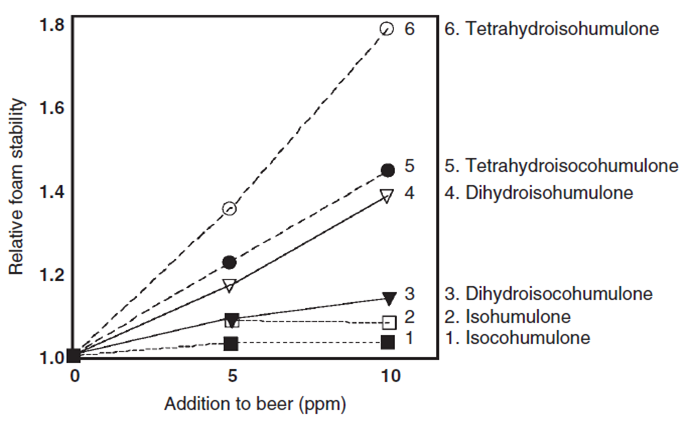
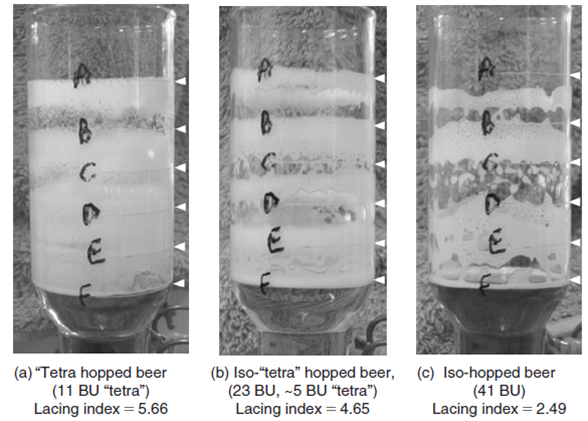
Extratos
de lúpulo Hexa ou Tetra hidro-iso-alfa-ácidos (aqueles usados para
prevenção de lightstruck em garrafas verdes ou transparentes) são extremamente benéficos à espuma,
mas cuidado para não exagerar. Em concentrações exageradas o colarinho adquire
uma textura inadequada (semelhante à clara em neves). Uma dosagem genérica recomendada
para uso caseiro seria algo como 1ml para 20 litros de cerveja.
Comparação de retenção de espuma com diferentes formas de isohumulone Fonte: Bamforth – Beer A Quality PerspectiveInfuência na retenção e lacing com uso de extrato de lúpulo “tetra” Fonte: Bamforth – Beer A Quality Perspective
LEVEDURAS E FERMENTAÇÃO
Assim como a
água, as leveduras em si não influenciam diretamente adicionando elementos positivos
a estabilidade da espuma.
Podem, porém,
exercer grande influência indireta, pois quando expostas a condições
desfavoráveis (especialmente autólise) podem excretar proteinase (uma enzima que
acaba por degradar proteínas positivas ao nosso colarinho).
Desse modo, é
importantíssimo redobrar a atenção e adotar as melhoras práticas de fermentação
e manejo de levedura. Tais como, taxa de inoculação, oxigenação do mosto,
controle apurado de temperatura e oferta adequada de nutrientes.
De fato,
Bamforth e diversos outros autores já demonstraram que íons metálicos como ferro e manganês são positivos para a retenção de colarinho, mas
prejudiciais em outros aspectos e por isso devem ser evitados. O zinco, porém,
é um aliado duplo do colarinho, pois além de ser um nutriente desejável e
essencial ao processo de fermentação, também colabora como coadjuvante na
persistência da espuma.
Vale lembrar também que cervejas mais alcoólicas merecem um cuidado maior,
eis que normalmente decorrem de fermentações mais estressantes à levedura (e
por isso mais propícias a perda de proteínas boas pelas proteinases excretadas).
Além disso, o próprio álcool em si é um elemento negativo à espuma.
Uma opção para os cervejeiros profissionais menos puristas, seria
considerar (ou reconsiderar) o uso de alguns aditivos. O PGA (Alginato de Propilenoglicol)
é positivo ao colarinho, mas alguns clarificantes e processos podem ser
prejudiciais (ainda que sensivelmente) tais como PVPP, silica gel, isinglass,
gelatina, bentonita e filtração.
SERVIÇO E DEGUSTAÇÃO
Quanto ao
serviço, apenas para listar o óbvio, uma taça limpa e adequada é o mínimo que
se espera.
Uma boa opção genérica que costumo utilizar é o modelo Tulip. A sua curva lateral oferece apoio extra ao colarinho e, pelo menos em minha opinião, é um modelo bom o suficiente para degustar desde a sua Pilsen do dia a dia até aquela Imperial Stout que você fez anos atrás e escondeu no armário.
Outra
possibilidade pouco lembrada são as taças com pontos de nucleação. Elas foram
desenvolvidas com pequenas ranhuras ou furos no fundo justamente para liberar
gradualmente bolhas de CO2 repondo o seu colarinho aos poucos.
Copo com pontos de nucleação no fundo.
Finalmente temos
o uso de nitrogênio, seja na forma de widget (aquela espécie de bola de ping
pong que fica dentro das latas de Guinness e que libera o gás quando aberta),
seja na forma de cilindros. Nos bares o
nitrogênio é muito utilizado para reduzir o espumamento excessivo durante o
serviço de chope, mas com o preparo adequado da carbonatação e torneira
adequada podemos obter aquele famoso efeito visual de cascata e a típica
textura do colarinho nitrogenado.
CONCLUSÃO
Espero que
tenham apreciado o texto e as dicas nele constantes.
Vale ressaltar
que, evitei o uso de termos mais técnicos para facilitar a leitura.
Aminoácidos, peptídeos, polipeptídeos foram simplificados e tratados
simplesmente como “proteínas” por exemplo.
No entanto, apesar de linguagem descontraída, o texto possui amplo fundamento científico amparado pela bibliografia abaixo e não é voltado para iniciantes haja vista que também não são explicados conceitos mais básicos e superficiais.
Um ponto que
muitos devem ter notado, é a ausência de uma parte associando corpo, dextrinas,
pentosanas e glucanos ao colarinho.
Na realidade não encontrei artigos que indiquem evidências relevantes associando esses elementos à estabilidade da espuma. Pelo contrário, Bamforth afirma que se essa relação existir, seu efeito seria pequeno e redundante.
Essa conclusão também foi confirmada em outros artigos como o Correlation of Beer Foam with Other Beer Properties o qual destaca que a viscosidade adicional gerada por esses elementos poderia até gerar uma influência na retenção, mas que essa teoria não é muito popular no meio científico e que também não existe correlação significativa desses fatores com o colarinho.
A propósito,
devem ter notado que citei bastante Bamforth nesse artigo. Afinal, é
basicamente impossível falar de espuma na cerveja sem esbarrar em textos dele
que é notoriamente a maior autoridade no assunto e, portanto, a fonte mais
confiável.
Diante de
todos esses elementos acima listados, fica fácil perceber que um bom colarinho é
o resultado da busca por fatores positivos (especialmente a seleção dos insumos
e manejo das rampas de mostura), enquanto os negativos (como lipídeos e autólise)
que devem ser evitados. Mas, de modo geral, a busca por um colarinho perfeito
não é uma missão tão difícil assim. Uma receita simples, bem formulada e
produzida com cuidado quase sempre resultará em uma boa cerveja com espuma mais
que adequada.
MATERIAL COMPLEMENTAR (E MINHAS FONTES DE PESQUISA)
Bamforth,
C.W. – The foaming properties of beer. Journal of the Institute of Brewing
Bamforth,
C.W. – Beer a Quality Perspective ”
Bamforth,
C.W. – Brewing Materials and Processes: A Practical Approach to Beer Excellence
Bamforth,
C.W. – Essays in Brewing Science
Bamforth,
C.W. – The Chemistry of Beer. The Science of the Suds
Bamforth,
C.W. – Foam inhibitors from specialty malts
Bamforth,
C.W. e Ang, Justin K. – Positive and negative impacts of specialty malts on
beer foam: a comparison of various cereal products for their foaming properties
Evans,
D.E. e Hejgaard, J. – The impact of malt derived proteins on beer foam quality.
The effect of germination and kilning on the level of protein Z4, protein Z7
and LTP1. Journal of the Institute of Brewing.
Kunze,
Wolfgang – Technology Brewing & Malting
Nieuwoudt,
Melanie. – LTP1 and LOX-1 in barley malt and their role in beer production and
quality.
Lewis,
Michael J. e Lewis, Ashton S. – Correlation of Beer Foam with Other Beer
Properties
Schnitzenbaumer,
Birgit e Arendt, Elke K. – Brewing with up to 40% unmalted oats (Avena sativa)
and sorghum (Sorghum bicolor)
Brey, Stephan E. Samodh de Costa Peter J. Rogers James H. Bryce Peter C. Morris Wilfrid J. Mitchell Graham G. Stewart – The Effect of Proteinase
A on Foam‐Active Polypeptides During High and Low Gravity Fermentation
O insumo mais importante para a
produção de cerveja são as fontes de carboidrato provenientes de grãos, sejam
eles, trigo, cevada, milho, arroz, e mais uma infinidade de grãos que passam
por um processo de germinação seguidos de processos químicos-biológicos até
chegar no carboidrato, e então, há o processo de fermentação. Historicamente é
o que diferencia a cerveja do vinho. Ambas são bebidas fermentadas, porém o
vinho é proveniente de uma fermentação que ao invés do uso de grãos, são frutas,
não apenas a uva, que dão origem ao substrato utilizado pelas leveduras. Ambas
as bebidas foram descobertas totalmente por acaso do destino, ou seja, grãos ou
frutas que em algum momento submergiram-se em água a fim de gerar um líquido
totalmente excêntrico que levou à criação de civilizações, principalmente na
Europa.
Aos poucos a bebida fermentada passou a ser chamada de Ale, e cada região possuía o arbítrio de condimentar e temperar as Ales com as especiarias que lhe convinham. Primeiramente era utilizado o Gruit -uma série de ervas, raízes e frutas secas- como principal condimento, até que em meados do século XIII o Gruit começou lentamente a ser substituído pelo Lúpulo.
De alguma forma, essa
substituição agradou, e agradou muito! Começou na Alemanha e espalhou-se de
maneira exponencial pela Europa inteira, incluindo a Grâ-Bretanha, em que há documentos
que relatam a existência de lúpulo no Século XIII.
Esse novo modo de temperar as
cervejas conquistou o mundo inteiro. Mas afinal, por que o lúpulo?
No lúpulo existem inúmeros tipos
e classes de compostos, esses chamados de metabólitos secundários. Dentre eles,
destaco as resinas macias, que pode ser dívidas em α-ácidos e fração β.
É nas resinas macias que se
encontram os ácidos amargos do lúpulo, constituídos de uma combinação de
α-ácidos (humulonas) e β-ácidos (lupulonas) que, em média, representam entre
4-20% da massa total do lúpulo em base seca. Dentro deste percentual, a parcela
dos α-ácidos constituem de 1,5-13% da massa total das resinas macias e, dependendo
da variedade, pode chegar até concentrações em torno de 20% em análises
laboratoriais.
Além disso, no lúpulo podem ser
encontrados mais de 1000 óleos essenciais, que de acordo com a ISO 9235:2013, define
óleo essencial como o produto obtido a partir de uma matéria-prima de origem
vegetal, por destilação com água ou vapor d’água. Os óleos essenciais do lúpulo
são produzidos nas glândulas de lupulina, e representam de 0,50 a 3,0% da massa
do lúpulo seco. Os óleos essenciais do lúpulo contribuem para o aroma e o sabor
da cerveja, conferindo uma enorme gama de notas de aroma para os diferentes
tipos de cerveja, como notas de amadeirado, cítrico, especiarias, floral,
frutado, sulfuroso, picante, herbal, resinoso, terroso e picante.
Sendo assim, o uso do lúpulo
contribui diretamente para o perfil sensorial da cerveja, caracterizando a sua
singularidade de acordo com o local de onde foi plantado. Proporciona o amargor
da cerveja, através do processo de isomerização de seus ácidos durante a
fervura do mosto, e características específicas de aroma com alguns compostos
voláteis.
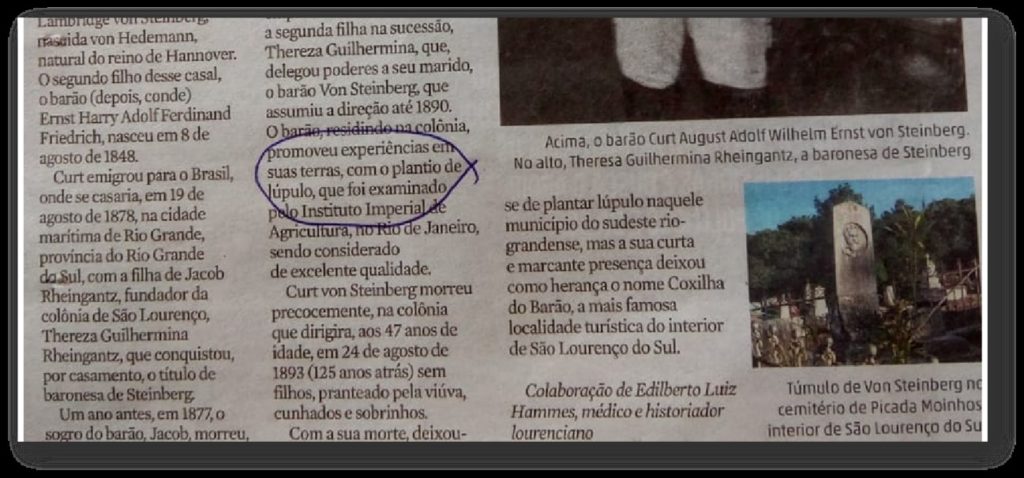
As plantações de lúpulo demoraram
para chegar no Brasil. O início dos plantios em terras brasileiras que foram
documentados, datam aproximadamente de 1860, na região que hoje é o Rio Grande
do Sul, trazidas pelo barão Von Steinberg, como descrito na figura abaixo.
Fonte: Acervo Biblioteca Nacional Digital – Fornecida por Douglas Santos
Posteriormente, no ano de 1868,
na região de Petrópolis-RJ as plantações de lúpulo cativaram o Ministro da
Agricultura, Joaquim Antão Fernandes Leão, e o Comendador Antônio José Gomes
Pereira Bastos, proprietário de uma importante cervejaria na região (guardem
este nome). A cultura do lúpulo nesta época contava com aproximadamente 150
plantas e segundo relatos, os cultivares da época estavam dando resultados
bons, com rendimentos de plantas excelentes, mostrando ser uma cultura de valor
agregado e de suma importância para o ramo da cerveja.
Foram justamente esses resultados
que despertaram o interesse do Comendador Antônio José Gomes Pereira Bastos. Em
uma de suas viagens à França, onde seria membro adjunto da Exposição
Internacional de Paris, ele teve contato com importantes cultivadores de lúpulo
da Alemanha, Inglaterra e Bélgica, dos quais entre uma conversa e outra,
conseguiu absorver muito conhecimento para trazer ao Brasil, junto com algumas
mudas de lúpulo. Aproximadamente mil pés em estacas.
Essas mudas foram destinadas ao
Ministro da Agricultura para que distribuíssem pelas colônias. Porém, todos os
esforços não pareciam estar sendo correspondidos, e com a seca e calor do verão
de 1871, grande parte das plantações morreram. As poucas plantas que restaram,
foram distribuídas nas regiões de Nova Friburgo e em Minas Gerais.
Mas, por que cultivar lúpulo no
Brasil?
A produção e o consumo de bebidas
alcoólicas fermentadas foi alicerce para o desenvolvimento das sociedades, e
sua protagonista, a cerveja, hoje é uma das bebidas mais consumidas no mundo, chegando
em 2014 a 196 bilhões de litros produzidos mundialmente, o que a tornou parte
de um setor extremamente rentável. O maior país produtor é a China (49,2
bilhões de litros), seguido pelos Estados Unidos (22,6 bilhões de litros).
Entretanto, tais países não se caracterizam como os maiores mercados
consumidores (per capita), sendo a República Tcheca o maior consumidor (147,1
litros per capita em 2014), em segundo lugar está a Namíbia, com 108,9 litros
per capita e em terceiro lugar a Áustria (105,9 litros per capita) (BECK, 2015;
CERVBRASIL, 2015).
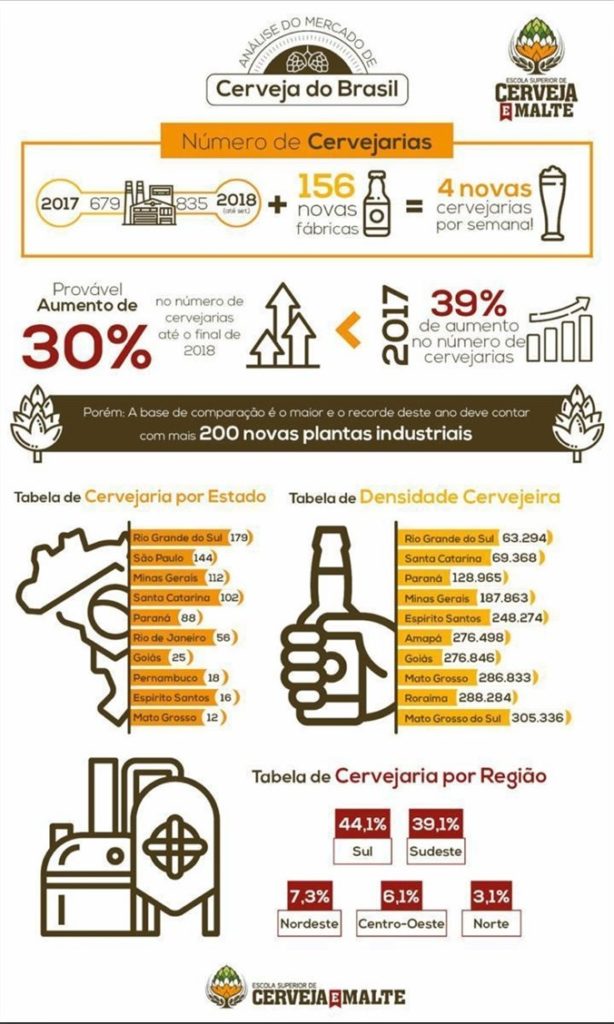
O Brasil, por sua vez, se situa
como o terceiro maior produtor de cerveja do mundo, com uma produção anual de
14 bilhões de litros em 2014. E aumentando gradativamente, como mostra no
infográfico da análise do mercado de cerveja do Brasil. Então, a resposta de o
“Por quê cultivar lúpulo no Brasil?” é simples. Para fazer cerveja!
O Brasil, atualmente, importa
toda sua demanda de lúpulo de países como EUA e Alemanha, o que o torna mais
caro e com qualidade reduzida, devido ao tempo de armazenamento e
transporte. A produção de lúpulo no Brasil
enfrenta alguns obstáculos, visto que a planta tem demandas específicas de
clima (exposição ao frio intenso durante o inverno) e de luz solar,
necessitando de cerca de 17h de luz solar durante sua floração. Entretanto,
certas variedades têm se adaptado ao clima do Brasil e conseguiu-se produção
significativa. A produção de lúpulo nacional, portanto, tem papel fundamental
para indústria cervejeira, influenciando diretamente na qualidade do produto
acabado, já que seu período de estocagem é relativamente baixo, preservando
seus óleos aromáticos, além da redução do custo do insumo.
A produção de lúpulo no Brasil
está aumentando a cada dia que passa, promovendo ganhos para os produtores,
gerando maior renda e empregos. Além dos ganhos para a indústria cervejeira,
visto ter um insumo com maior qualidade sensorial e menor valor agregado, já
que não haverá a taxa de importação embutida no preço. O plantio de lúpulo no Brasil possibilitará a
criação de um produto com identidade nacional, podendo no futuro contribuir
para a criação de uma escola cervejeira brasileira, com cervejas de caráter
nacional, produzida com insumos brasileiros.
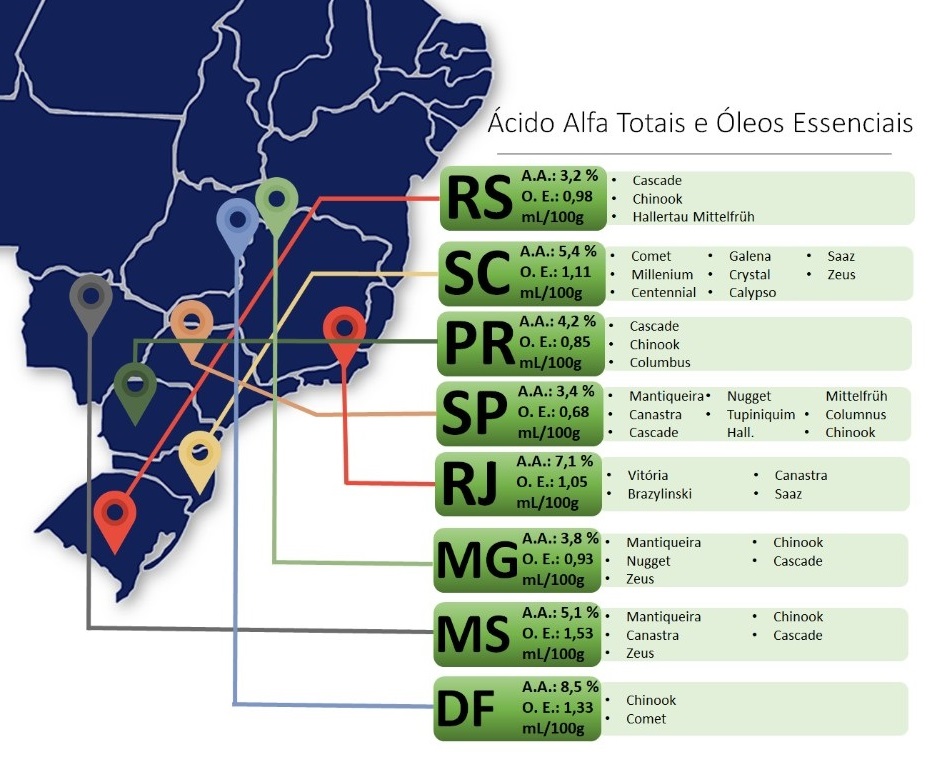
Pelo fato de parte do meu trabalho ser pesquisa, com foco em análises analíticas, no ano de 2019 tive a oportunidade e o privilégio de analisar aproximadamente 98 lúpulos provenientes das regiões Sul, Sudeste e Centro-Oeste. Com essa quantidade de análises, foi possível montar um perfil quantitativo das concentrações dos metabólitos da planta (α-ácidos e óleos essenciais) abordado no infográfico abaixo:
Fonte: O autor.
Venho fazendo esse acompanhamento desde início do ano de 2018 e os resultados sempre são surpreendentes e muito promissores. Para uma publicação próxima, posso trazer os dados dos anos anteriores que mostra o estado do Rio de Janeiro apresentando lúpulos extremamente robustos, com destaque para a plantação do saudoso Paulo Cordeiro de Nova Friburgo, principal peça do cultivo do lúpulo na região, e os dados atuais, caso haja curiosidade dos leitores.
Como conclusão desse atual parâmetro do cultivo de lúpulo no Brasil, é possível observar que o Distrito Federal, apresenta concentrações de metabólitos superiores aos demais estados. Parte disso está atribuído diretamente as condições climáticas da região, ou seja, sol intenso e clima seco, mas vale destacar o manejo do solo que é cuidadosamente preparado por Pablo Tamayo da Tamayo Hops. Estudando um panorama histórico, boa parte dos estados que apresentavam lúpulos menos “robustos” (termo utilizado para destacar as concentrações dos metabólitos) no ano de 2018 mostraram um aumento significativo no ano seguinte. Boa parte desse acréscimo se deve justamente ao manejo do solo. Destaco os lúpulos das cidades de Lages e Curitibanos na região serrana de Santa Catarina que devido ao manejo adequado do solo, apresentaram robustez significativa.
Por falar em Serra Catarinense, é justamente nesta região que se encontram alguns dos cultivadores mais relevantes para o atual cenário do lúpulo nacional. Alexander Creuz, que além de cultivar aproximadamente 2 mil plantas, é presidente da Aprolúpulo (Associação Brasileira de Produtores de Lúpulo), e Rodrigo Baierle, da Lúpulos 1090 com seus lúpulos Cascade, Nugget, Chinook, Sorachi Ace e mais 50 variedades diferentes com quantidades cavalares de α-ácidos (média de 8,5%) e aromas inigualáveis que exalam na caixa do correios quando me enviado para análise.
No Rio Grande do Sul, contamos com os lúpulos totalmente adultos, equilibrados e incrivelmente aromáticos do Natanael Moschen, proprietário do viveiro Lúpulo Gaúcho e idealizador do canal no YouTube Lúpulo Gaúcho, onde ensina técnicas de cultivo, propagação, colheita e pós processamento do lúpulo.
Vale destacar que todas as
análises foram feitas na Escola Superior de Cerveja e Malte, seguindo
metodologias oficiais EBC (European Brewery Convention) e ASBC (American
Society of Brewing Chemist)
Não é apenas o cultivo do lúpulo
que vem se destacando no Brasil. As pesquisas científicas vêm ganhando espaço
com grupos de pesquisadores espalhados pelo brasil todo, com publicações em revistas
científicas nacionais e internacionais, além de defesas de mestrado e doutorados
com impactos expressivos na comunidade acadêmica, mostrando que o lúpulo no
Brasil possui características únicas e utilizações impactantes na produção de
cerveja.
Como por exemplo…
A UDESC com campus em Joinville e
Lages desenvolvem pesquisas relacionados ao cultivo, utilização do lúpulo na
cerveja, desenvolvimento e validação de métodos analíticos para análise dos
compostos.
Instituto Avançado de Ensino
Superior de Barreias – IAESB, Faculdade São Francisco de Barreiras – 7
variedades de lúpulo, foco adaptação, desenvolvimento, produção e análises dos
óleos essenciais e resinas. Daiane Guerreiro – UnB.
Fortaleza, Ceará. 10 variedades. Foco está na análise de óleos essenciais e compostos fixos (marcadores químicos) ao longo das floradas. LPNBio, UFC, departamento de química, Ana Maria Amaral e Samuel Pedro.
Unesp Jaboticabal. Foco em
genética e melhoramento de plantas. Desenvolvimento de híbridos adaptados ao
clima tropical – Renan Furlan.
O Instituto Federal de Educação,
Ciência e Tecnologia do Ceará (IFCE-Quixada) Plantio de 8 espécies diferentes
no Ceará.
Unesp Ilha Solteira, plantio,
adaptabilidade e desenvolvimento de 6 variedades no solo e clima do cerrado –
Matheus B. Simieli.
Pesquisa com avaliação agronômica
e fitoquímica de variedades de lúpulo sob manejo orgânico na Região serrana
Fluminense. Instituições envolvidas:
UFRRJ e Embrapa Agrobiologia. – Leonardo.
Caracterização genética molecular
de genótipos de lúpulo utilizando NGS (Genotyping by sequence), ESALQ USP –
José Baldin Pinheiro.
Unesp – Botucatu. Desempenho agronômico e caracterização Fitoquímica de variedades de lúpulo em sistema orgânico e convencional – Gabriel Fortuna.
Carácter Químicos de Lúpulos
cultivados no Brasil UFES e UFV.
Unesp de Botucatu, departamento de Bioprocessos e Biotecnologia, desenvolvemos estudos com o lúpulo na área de agrometeorologia (evapotranspiração e saldo de radiação para a cultura) e biotecnologia (uso do lúpulo para tratamento de efluentes) – Valéria Rodrigues.
IFMS – campus Ponta Porã .
Desempenho agronômico e seleção de variedades de lúpulo adaptados a região de
fronteira. Annanda Mendes.
UFSCar, Campus Lagoa do Sino e Sorocaba. Pesquisa envolvendo Epidemiologia e manejo de doenças do lúpulo. Prof. Waldir Cintra de Jesus Júnior e Doutoranda Profa. Márcia Arruda
Percebe-se que o lúpulo é foco de muito estudo e muita dedicação das Universidades, não é mesmo? E o melhor disso é que os estudos e as plantações vêm aumentando gradativamente. Mas isso deixamos para momentos próximos.
Espero que tenham gostado desse pequeno aspecto do cultivo do lúpulo no Brasil. Um grande abraço e excelentes cervejas 🙂
Referências:
Almaguer,
C., Schönberger, C., Gastl, M., Arendt, E. K., & Becker, T. (2014). Humulus
lupulus- a story that begs to be told. A review. Journal of the Institute of
Brewing, n/a–n/a. doi:10.1002/jib.160
CAPILÉ, Bruno A mais santa das causas: a Revista Agrícola do Imperial Instituto Fluminense de Agricultura (1869-1891) / Bruno Capilé. Rio de Janeiro, 2010.
A história da Vienna Lager é inevitavelmente associada a um
nome – Anton Dreher, cervejeiro austríaco que em
1840 teve a brilhante ideia de combinar as características de frescor das
cervejas lagers com os novos maltes de tonalidades mais escuras recém popularizados
na Inglaterra. Esse novo estilo ficou conhecido como Schwechater Lagerbier e Anton Dreher chegou a ser a quinta
pessoa mais rica da Áustria.
Esse estilo hoje é conhecido como Vienna Lager e passou por
muitas mudanças, o que fez o BJCP já considerar a classificar a versão clássica
como cerveja histórica, que é a que vamos tratar nesse artigo.
A Vienna Lager é uma cerveja avermelhada, com características
de lagers alemãs, com sútil caráter tostado e maltado, com um final nítido e
seco. É feita para ser bebida no dia a dia e em grande quantidade e isso tem
que ficar muito claro quando pretendemos fazer uma.
Para atingir isso ela deve ser leve e equilibrada. Apesar de ser classificada como uma cerveja maltada, não deve ser doce, mas sim ter os aromas e sabores associados aos maltes em destaque. Palavras geralmente associadas ao estilo são “Elegante” e “Sutil”.
Embora para mim seja uma pouco impreciso definir uma cerveja como elegante, relaciono esses termos com um perfil de fermentação extremamente limpo associado a um equilíbrio perfeito: Ao final do gole, a cerveja não é amarga, não é doce, não é frutada, o que podemos perceber é principalmente é o caráter de grãos, panificação e tostado, que apesar de sutis, podem ser claramente percebidos por não haver outro destaque.
Considerações para elaboração
De certa forma é possível elaborar essa cerveja apenas com
malte Vienna, um malte seco por um curto período entre 85 e 90°C, o que já
confere características sutis de caramelo e toffe e acentua as de pão e
biscoito!. O malte Munich por sua vez, é seco em temperaturas um pouco mais
altas e apresenta maior intensidade de cor e um leve tostado. Ambos maltes são
quase mandatórios para o estilo!
Para deixar a cerveja mais complexa é possível ter a
presença de malte pilsen, que reduz cor e é mais neutro, dando a possibilidade
de explorar outros maltes, como caramelo – o qual deve ser utilizado com
extremo cuidado para não descaracterizar o estilo, melano – Que me parece
bastante adequado, bicuit aromatic também parecem adequados em pequenas
quantidades.
Tenha em mente que esses maltes devem estar em segundo plano
e não competir com as características do malte Vienna e Munich. Maltes menos
intensos poderiam entrar em até 5% no grist e os mais intensos se limitar a 1%.
É possível utilizar maltes escuros para corrigir a cor, que não
é alcançada apenas com malte Vienna.
Prefira maltes “desamargados” como o Carafa II, mas tenha em mente que
as quantidades devem ser muito pequenas. Se houver bastante malte Munich na
receita (que já tem um leve tostado), não usar mais que 0,5% e no geral, e
mesmo se o uso de malte pilsen for predominante, não passar de 1%.
Algo que está causando muita dúvida é uma colocação errada no BJCP, que cita na sua introdução ao estilo: “com uma impressão elegante derivada da base de maltes e do processo, sem emprego de adjuntos nem de maltes especiais” porém isso está equivocado tanto do ponto de vista histórico, das instruções do Brewers Association (outro guia de estilos), quanto do próprio BJCP, que na parte de ingredientes afirma que para o estilo Vienna Lager “Pode-se usar alguns maltes caramelo e/ou mais escuro para adequação de cor e dulçor, mas os maltes caramelo não devem adicionar aroma e sabor significativo de maltes e os maltes escuros não devem fornecer nenhum caráter de tostado ou de torrado.” o que por si só já coloca um ponto final na dúvida. Então sim, pode se utilizar maltes especiais.
Quanto ao processo, podemos explorar o uso de fervura prolongada,
por pelo menos 90 minutos, principalmente se utilizado malte pilsen, para
evaporar a SMM, precursora do DMS, que é considerado falha se perceptível. É
possível também trocar o malte pilsen por pale ale, que naturalmente tem menor quantidade
de precursor, embora isso possivelmente possa deixar os alemães e austríacos
bravos.
Para atingir a cor do estilo apenas com maltes pilsen e vienna
seria necessário recorrer à processo de decocção, o que pode ser bastante
interessante também.
Lúpulo não é o foco do estilo, porém equilíbrio é! Busque
uma relação BU:GU por volta de 0,5. Família Saaz e Styrian são indicados pelo
BJCP enquanto o BA sugere Lúpulos de caráter nobre. Tradition é um bom lúpulo
se considerar a relação custo benefício. Tem caráter nobre e um teor de alfa
ácidos maior que Saaz e Styrian.
A presença de um leve aroma de lúpulo é facultativa e pode ser atingida por adições de 20-10 min.
Se optar por usar, se limite a 0.75g/L (15g em 20L).
Estudos recentes mostram que é possível alcançar aromas de
lúpulo característicos de cervejas lagers por adições de 60 minutos (isso mesmo,
com lúpulo de amargor) por meio da conversão térmica do Humuleno e Cariofileno em
suas versões oxigenadas. Então o uso de lúpulos ricos nesses compostos pode ser
benéfico. Nessa linha e considerando apenas lúpulos da família Noblesse destaca-se
o Hallertau Mittelfruh, Vanguard, Tradition e o Perle.
Embora a água clássica de Vienna seja bem particular e bem
interessante:
Vejo que uma água com teor em torno de 100ppm de cálcio, e
um equilíbrio maior na relação cloreto sulfato poderia beneficiar a cerveja. Sem
carbonato e sódio, sugiro algo como:
A fermentação é o ponto chave de qualquer cerveja lager e devemos utilizar todos os recursos possíveis para torna-la o mais limpa possível. Para isso a dosagem adequada de levedura é fundamental. Para atingir a dosagem teórica para uma cerveja lager de 1.050 de OG é recomendado três pacotes de leveduras de 11g (ou o uso de um starter adequado). Isso além de permitir um perfil de fermentação limpo, ainda possibilita podermos abaixar a temperatura de fermentação para 8-10°C e manter um tempo de fermentação razoável, o que colabora mais ainda para alcançarmos o resultado almejado.
Recursos adicionais que podemos utilizar começam com a
oxigenação, a qual é fundamental para quem está reaproveitando levedura ou
utilizando starters muito grandes. Outro fator é o uso de nutrientes a base de
zinco, como a adição de 1 g/100L de servomyces ao final da fervura. Além disso
a fermentação pressurizada em 0.8 bar é um recurso adicional que pode ser
explorado, mas que se feito todo os outros procedimentos de forma correta é
dispensável.
Qualquer levedura lager é adequada, porém dê preferência
para as mais neutras.
A fermentação conduzida em temperaturas baixas tende gerar
uma cerveja com presença de diacetil e compostos sulfúricos, que são muito minimizados
se a dosagem da levedura for adequada. Mesmo assim, a elevação da temperatura
no final da fermentação, conhecida como descanso de diacil (ou diacetyl rest) é
fundamental. Se for possível acompanhar o curso da fermentação, ao faltar 1°P
para atingir o fim a gravidade final estimada, eleve a temperatura para 18°C
por 3-4 dias. Isso não terá impacto negativo no aroma e facilitará muito a
expulsão dos aromas sulfúricos bem como a reabsorção do diacetil. Se não tiver
como acompanhar precisamente o curso da fermentação, faça esse procedimento
quando a atividade de fermentação tiver baixa (por mais que me doa dizer isso,
o airlock, caso não haja vazamentos no fermentador, pode ser um bom
indicativo).
Após o descanso de diacetil é hora de começar a clarificação
e o processo de lagering. Se você não dispõe de meses para isso, não é
inadequado usar auxiliares de clarificação. Na fervura pode ser utilizado whrilflock,
e se você não tiver problemas com produtos de origem animal, gelatina ao fim da
fermentação. Caso contrário, ainda a opção de usar um auxiliar de clarificação à
base de sílica, que tem apresentado bons resultados em clarificação geral. Se o
teor de cálcio da água estiver adequado, junto com o uso dos auxiliares, a
cerveja deve clarificar em 2-4 dias. Se possível, desça a temperatura de forma
gradativa, pois ao contrário do que é divulgado, a floculação (processo que
ocorre antes da decantação) da levedura é pior em temperaturas muito baixas. O
ponto ótimo é entre 8 e 12°C, mas depende muito da linhagem, assim uma queda suave
de temperatura permite tempo suficiente para levedura nessa faixa, o que
facilitará a decantação quando chegar a temperaturas próximas de zero.
Receita (22L, 70% Ef)
Maltes
Vienna – 3,2 kg (60%)
Munich 20 – 1 kg (20%)
Pale Ale (ou Pilsen) – 1 kg (20%)
Carafa II – 60g (<1%)
Lúpulo – Tradition 90min 25IBU (36g)
Levedura – w34/70 3 Pacotes
Passo a passo
Como é a primeira vez que escrevo uma receita aqui, normalmente
é conveniente expressar os maltes em porcentagens e não em quantidade absolutas,
pois existem diferenças em equipamentos. Assim como o lúpulo varia de safra
para safra e perde alfa ácido no armazenamento, é normal se referir ao tempo de
adição e os IBUs no tempo, aí você pode adaptar para seus casos.
As correções de água serão feitas com base na água média do Brasil,
que pode não ser seu caso, assista o vídeos sobre isso no Beer School.
A receita está ajustar para o equipamento K45 da Ezbrew, faça
as adequações para seu sistema.
Em 33.5L de água, adicione os sais (5,5g cloreto de cálcio,
4,3g Sulfato de cálcio e 2g sulfato de magnésio). Se for fazer lavagem, reserve
14L para o mash e o resto para lavagem.
Faça o mash à 66°C por 1 hora (ou até passar no teste do iodo)
e mash out a 78°C por 5min.
Caso faça lavagem, ajuste o pH com ácido fosfórico para
menos de 5.6 e utilize o resto da água.
Faça a fervura por 90 minutos adicionando todo lúpulo já no começo da fervura.
Faltando 15 minutos adicione o whrilfloc e 0.22g de servomyces.
Resfrie até 8°C e transfira o mosto ao fermentador. Oxigene
bem e adicione a levedura.
Ajuste o fermentador para 10°C e acompanhe o progresso da fermentação
dia a dia.
Ao final da fermentação (porém com ela ainda ativa) suba a
temperatura para 18°C e mantenha por mais 4 dias.
Reduza gradativamente a temperatura no período de 24 – 36h
para zero graus célsius e adicione o auxiliar de decantação (gelatina ou
sílica)
Mantenha nessa temperatura até clarificar totalmente.
Para fermentadores cilindrocônicos purgar a levedura assim
que baixar a temperatura e então a cada dois dias.
Para primming, calcule 5.1 g/L de cerveja final. Se passar
de 18°C, essa quantidade deve ser recalculada.
Se você está lendo esse primeiro post, já deve acompanhar o Beer School há algum tempo (e provavelmente é um bom cervejeiro) e dessa forma sabe que a gente inicia um monte de projetos simultaneamente, alguns acabam se destacando e outros ficando para trás, o que frusta algumas pessoas.
O problema é que to todo conteúdo técnico gerado pelo Beer School é gerado apenas por mim e, mesmo tendo um grande apoio na parte de edição, publicação e tudo mais, tudo acaba sendo limitado pela parte técnica.
Estamos iniciando esse blog com o intuito de ser um projeto colaborativo com todos aqueles que podem e querem contribuir com a divulgação da ciência cervejeira.
Eu vou escrever um artigo por semana, geralmente relacionado ao canal tema que está sendo abordado no canal, e se você tem alguma coisa interessante para escrever como uma notícias, estudos, experiências próprias, projetos de gambiarras cervejeiras ou qualquer coisa que possa ser interessante mande para nós publicarmos!
Claro, no início, haverá a necessidade de uma editoração e seleção de artigos, mas com o tempo podemos criar um corpo de escritores e revisores e montar uma plataforma confiável de conhecimento cervejeiro.
Todos projetos colaborativos que fizemos até agora foi um sucesso. Esse tem tudo para ser o maior deles.